机 械 加 工 规 范 书1
1 对机加工产品质量控制,以确保满足公司的标准和客户的要求
2 本标准规定了各种机械加工应共同遵守的基本规则
范围适用精工车间机加工产品,和对供应商机加工产品的要求及产品的检验
3A 级表面:产品非常重要的装饰表面,即产品使用时始终可以看到的表面
B 级表面:产品的内表面或产品不翻动时客户偶尔能看到的表面
C 级表面:仅在产品翻动时才可见的表面,或产品的内部零件
机加工的要求4
1 机加工件材料要符合图纸,选用的材料符合国家标准
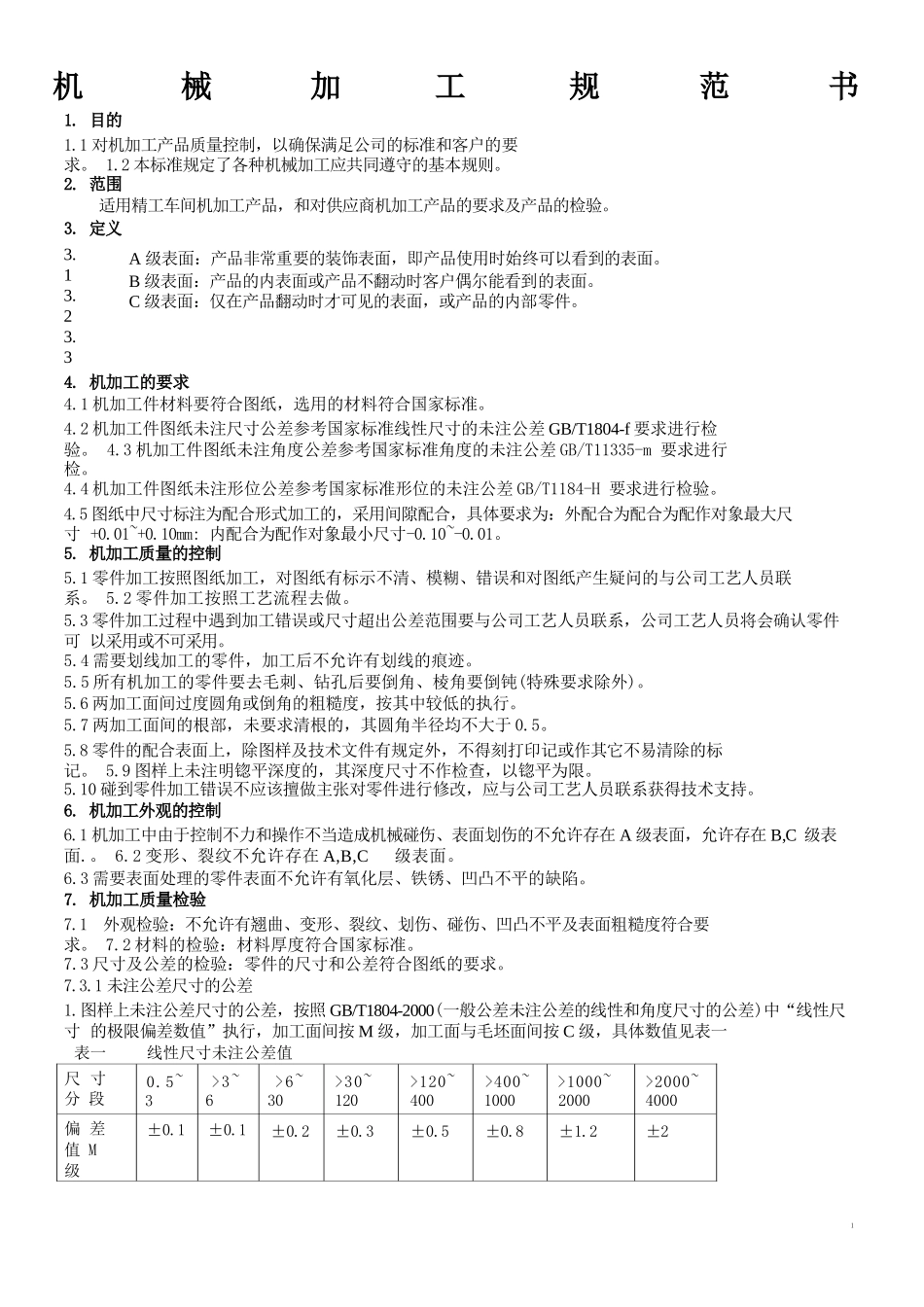
2 机加工件图纸未注尺寸公差参考国家标准线性尺寸的未注公差 GB/T1804-f 要求进行检验
3 机加工件图纸未注角度公差参考国家标准角度的未注公差 GB/T11335-m 要求进行检
4 机加工件图纸未注形位公差参考国家标准形位的未注公差 GB/T1184-H 要求进行检验
5 图纸中尺寸标注为配合形式加工的,采用间隙配合,具体要求为:外配合为配合为配作对象最大尺寸 +0
10mm: 内配合为配作对象最小尺寸-0
机加工质量的控制5
1 零件加工按照图纸加工,对图纸有标示不清、模糊、错误和对图纸产生疑问的与公司工艺人员联系
2 零件加工按照工艺流程去做
3 零件加工过程中遇到加工错误或尺寸超出公差范围要与公司工艺人员联系,公司工艺人员将会确认零件可 以采用或不可采用
4 需要划线加工的零件,加工后不允许有划线的痕迹
5 所有机加工的零件要去毛刺、钻孔后要倒角、棱角要倒钝(特殊要求除外)
6 两加工面间过度圆角或倒角的粗糙度,按其中较低的执行
7 两加工面间的根部,未要求清根的,其圆角半径均不大于 0
8 零件的配合表面上,除图样及技术文件有规定外,不得刻打印记或作其它不易