刀口尺使用方法一、简介本产品重量轻、 容易保养、 硬度非常高, 是新一代产品, 综合性能优于其它同类产品
具有结构简单,操作方便,测量效率高等优点,是机械加工常用的测量工具
刀口尺的精度一般都比较高,直线度误差控制在1μ m左右
刀口尺也称作刀口直尺、刀口平尺等
光隙法是凭借人眼观察通过实际间隙的课件光隙量多少来判断间隙大小的一种基本方法
光隙法测量是将刀口尺置于被测实际线上并使刀口尺与实际线紧密接触,转动刀口直尺使其位置符合最小条件,然后观察刀口尺与被测线之间的最大光隙,此时的最大光隙即为直线度误差
当光隙值较大时,可用量块或塞尺测出其值
光隙值较小时,可通过标准光隙比较来估读光隙值大小
若间隙大于0
0025mm ,则透光颜色为白光;间隙为0
002mm时,透光颜色为红光;间隙为0
001mm时,透光颜色为蓝光;刀平平尺与被测线间隙小于0
001mm时,透光颜色为紫光;刀口尺与被测线间隙小于0
0005mm时,则不透光
由此可以判断刀口尺的直线度误差
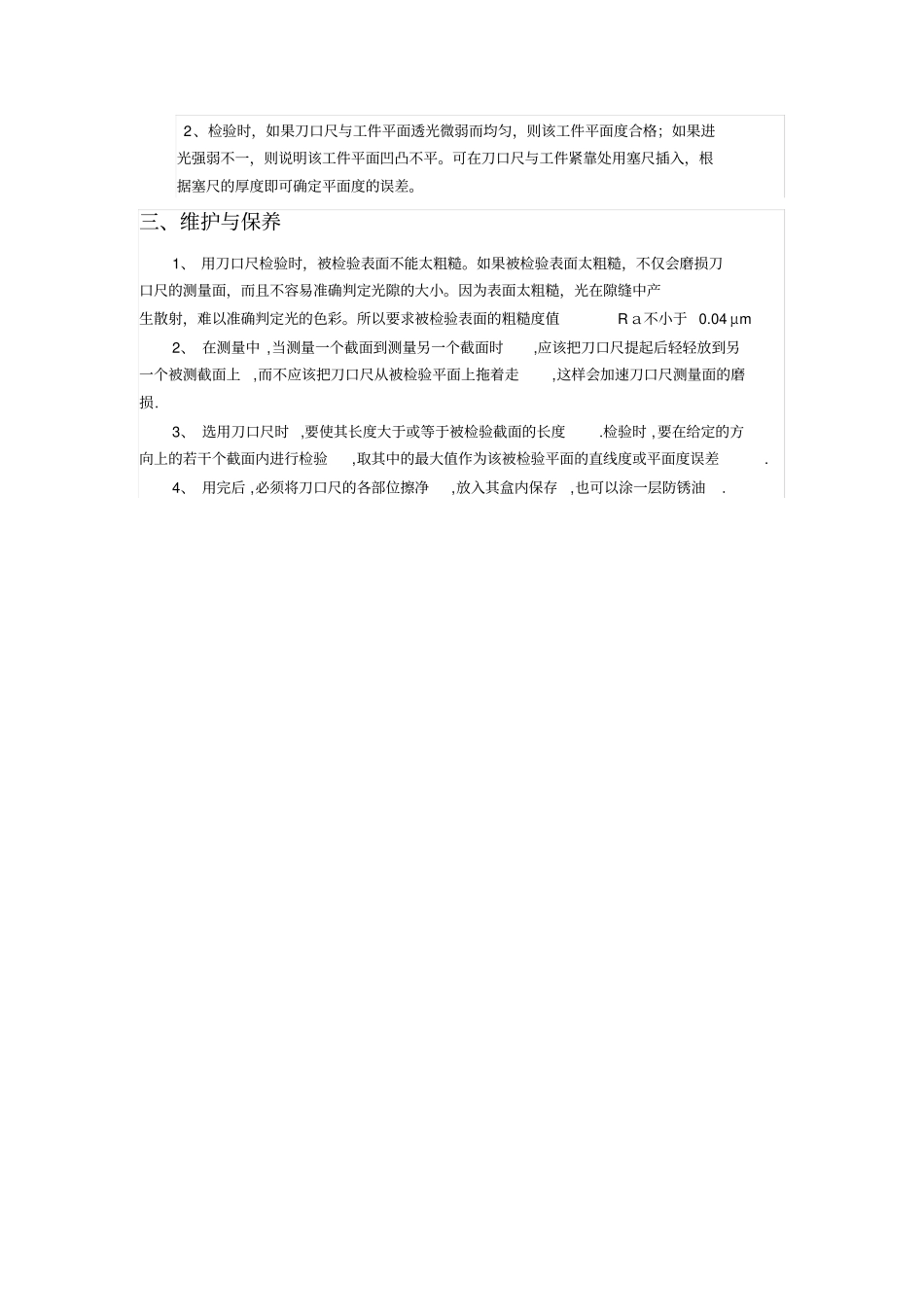
二、使用方法1、将刀口尺垂直紧靠在工件表面,并在纵向、横向和对角线方向逐次检查
2、检验时,如果刀口尺与工件平面透光微弱而均匀,则该工件平面度合格;如果进光强弱不一,则说明该工件平面凹凸不平
可在刀口尺与工件紧靠处用塞尺插入,根据塞尺的厚度即可确定平面度的误差
三、维护与保养1、 用刀口尺检验时,被检验表面不能太粗糙
如果被检验表面太粗糙,不仅会磨损刀口尺的测量面,而且不容易准确判定光隙的大小
因为表面太粗糙,光在隙缝中产生散射,难以准确判定光的色彩
所以要求被检验表面的粗糙度值Ra不小于 0
04 μm 2、 在测量中 ,当测量一个截面到测量另一个截面时,应该把刀口尺提起后轻轻放到另一个被测截面上,而不应该把刀口尺从被检验平面上拖着走,这样会加速刀口尺测量面的磨损
3、 选用刀口尺时 ,要使其长度大于或等于