机械加工工艺过程卡片1 机械加工工艺过程卡片产品型号零件图号共2 页产品名称零件名称汽车涡轮轴零件第1 页材料牌号45 钢毛坯外形尺寸每件毛坯可制件数1 每台件数1 备注工序号工序名称工序内容设备工艺装备1 备料精锻机立式精锻机2 锻造精密锻造毛坯中心孔机床专用中心孔机床3 热处理正火车床卧式车床4 打中心孔铣两端面,保持总长320mm 车床卧式车床5 车粗车左边 Φ36mm 和 Φ30mm 的外圆,使Φ30 一段总长 28mm 车床卧式车床6 车粗车蜗杆齿段外圆,右边各部分外圆端车床卧式车床7 车半精车除 Φ22mm 和 Φ28mm 段外的各部分外圆车床卧式车床8 车半精车 Φ22 和 Φ28 段部分的外圆和键槽, 半精车 Φ28 右端面至表面粗糙度Ra=6
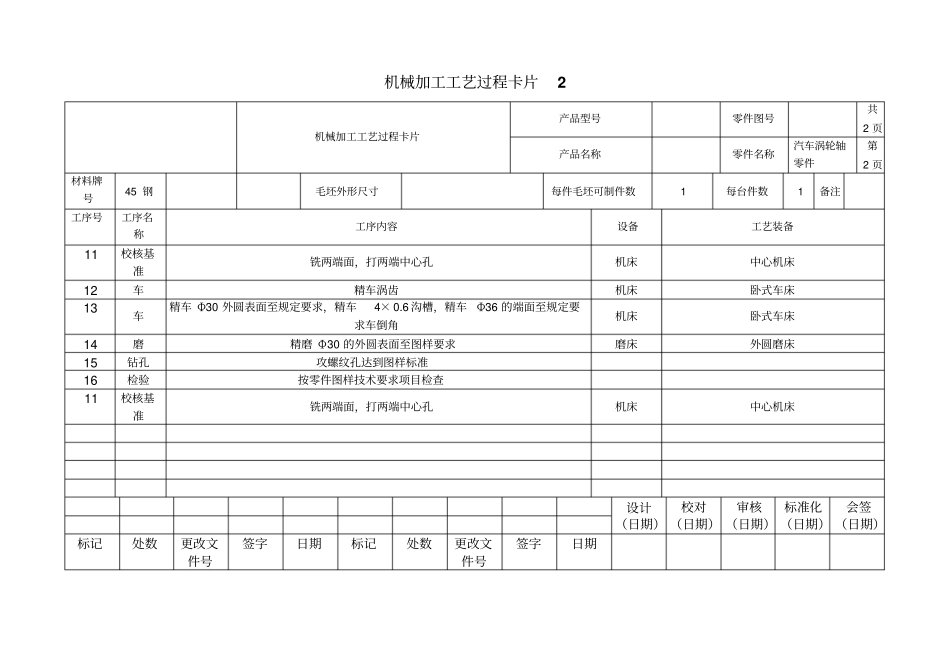
3 车床卧式车床9 车粗车,半精车蜗杆齿车床卧式车床10 热处理淬火,回火设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片2 机械加工工艺过程卡片产品型号零件图号共2 页产品名称零件名称汽车涡轮轴零件第2 页材料牌号45 钢毛坯外形尺寸每件毛坯可制件数1 每台件数1 备注工序号工序名称工序内容设备工艺装备11 校核基准铣两端面,打两端中心孔机床中心机床12 车精车涡齿机床卧式车床13 车精车 Φ30 外圆表面至规定要求,精车4× 0
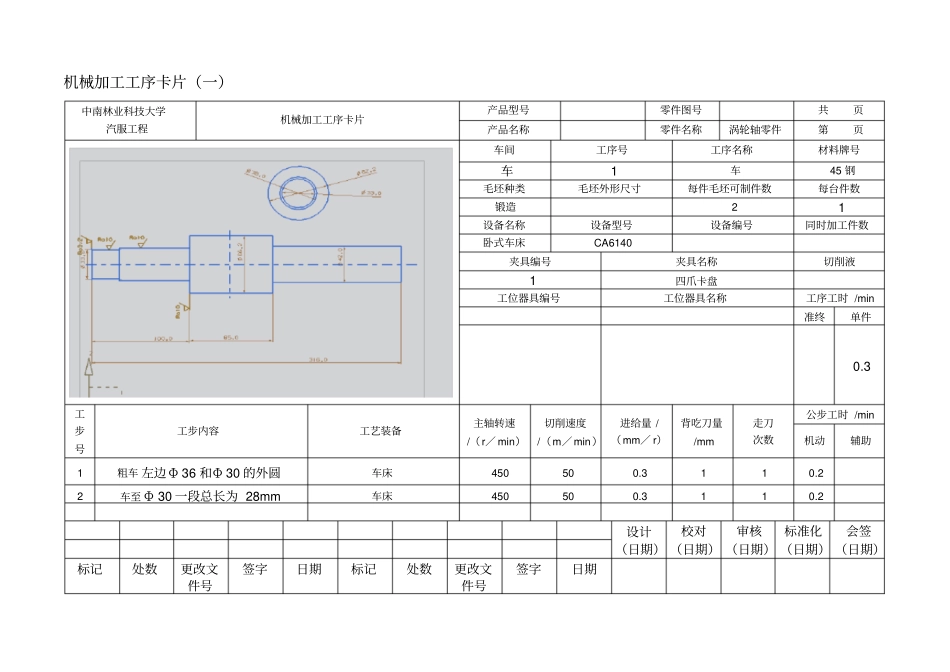
6 沟槽,精车Φ36 的端面至规定要求车倒角机床卧式车床14 磨精磨 Φ30 的外圆表面至图样要求磨床外圆磨床15 钻孔攻螺纹孔达到图样标准16 检验按零件图样技术要求项目检查11 校核基准铣两端面,打两端中心孔机床中心机床设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(一)中南林业科技大学汽服工程机械加工工序卡片产品型