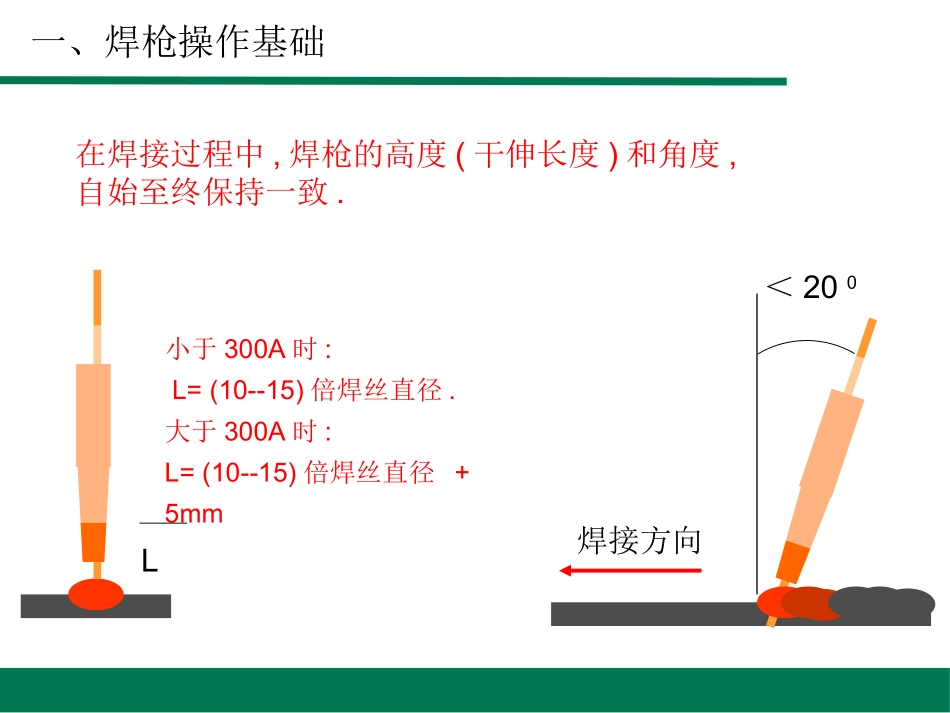
CO2气保焊操作CO2气保焊操作1焊枪操作基础2焊接施工基础3焊接操作要领4焊接质量问题原因和措施5焊接安全防护在焊接过程中,焊枪的高度(干伸长度)和角度,自始至终保持一致
<200焊接方向小于300A时:L=(10--15)倍焊丝直径
大于300A时:L=(10--15)倍焊丝直径+5mmL一、焊枪操作基础焊接方向<200焊接方向前进法后退法前进法特点:电弧推着溶池走,不直接作用在工件上,焊道平而宽,容易观察焊缝,气体保护效果好,溶深小,飞溅较大
后退法特点:电弧躲着溶池走,直接作用在工件上,溶深大,飞溅较小,容易观察焊道,焊道窄而高,气体保护效果不太好
CO2焊一般采用前进法焊接
<200一、焊枪操作基础CO2焊比手弧焊产生的热量更多,强度更大,因此焊前需进行定位焊接,定位焊要点如下:中厚板对焊的定位薄板对焊的定位200–500mm20–50mm100–150mm5–10mm二、焊接施工基础:定位焊CO2焊大电流焊接结束时会在焊缝尾端产生弧坑,从而产生裂纹等焊接缺陷,为保障焊接质量应进行收弧处理
KR系列焊机收弧处理要领如下:t按TS再松TS松TS再按TSI收弧电流焊接电流焊接方向焊接电流收弧电流二、焊接施工基础:收弧处理在接点前方引弧,待电弧稳定下来后再返回接点处进行焊接
平焊连接方法:立焊连接:焊接方向收弧处引弧点①②①②二、焊接施工基础:焊缝连接方法焊缝有间隙时应摆动送枪(a)小摆动:适用于小焊缝(b)月牙形摆动:适用于大焊缝二、焊接施工基础:摆动送枪法10~200焊接方向900焊枪角度(侧视图)(正视图)三、焊接操作要领:平焊焊接方向垂直侧水平侧根据工件厚度,角焊缝可分为:单道焊:最大焊脚高度为7~8mm
多层焊:多层焊适用于8mm以上焊脚
因后退法余高过高,作业性能差,气保效果不好,因此水平角焊宜采用前进法进行焊接
三、焊接操作要领:水平角焊水平侧垂直侧(薄板