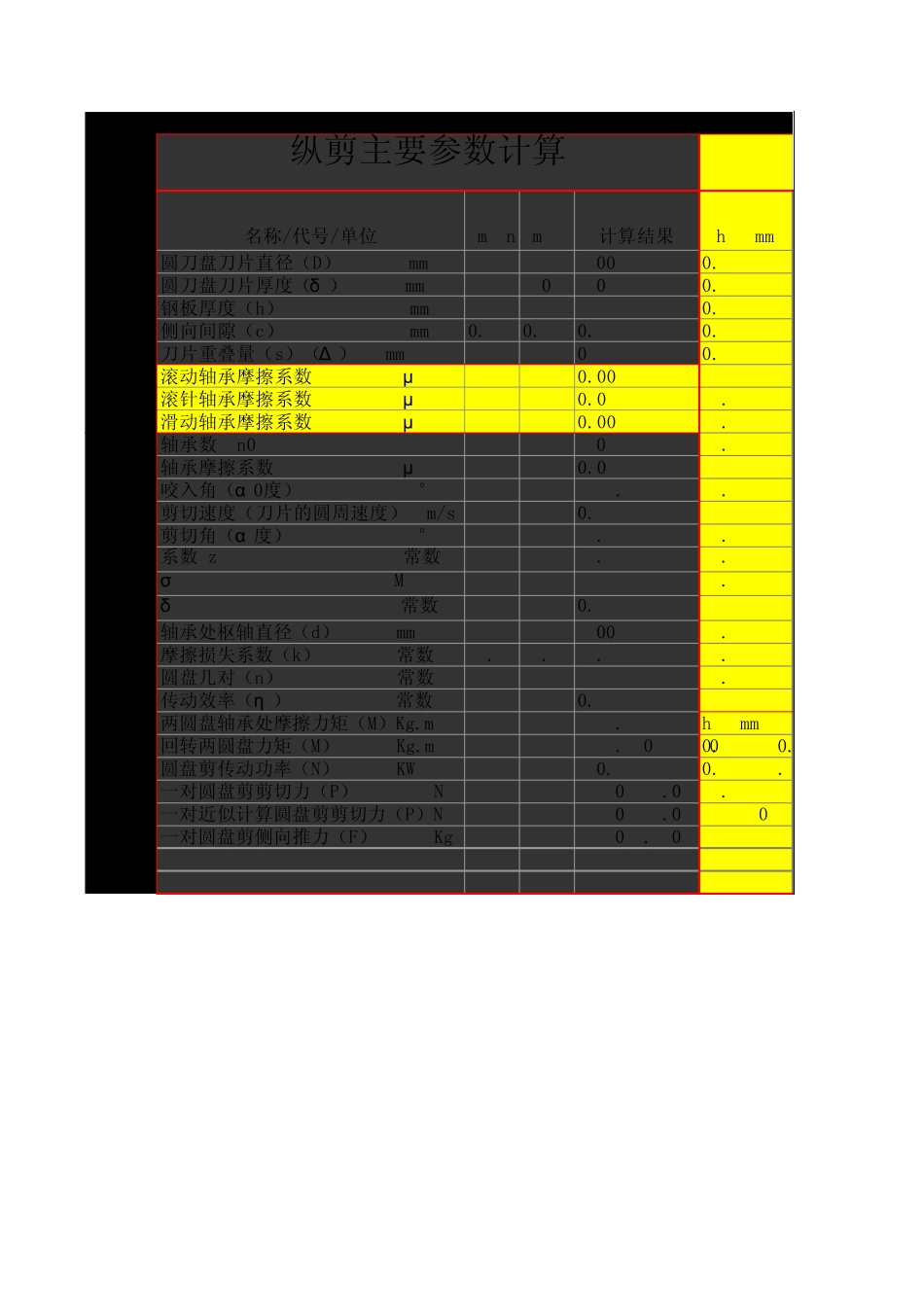
名称/代号/单位minmax计算结果h mm圆刀盘刀片直径(D) mm3000
1圆刀盘刀片厚度(δ ) mm1830200
25钢板厚度(h) mm60
35侧向间隙(c) mm0
5刀片重叠量(s)(Δ ) mm00
75滚动轴承摩擦系数 μ0
0051滚针轴承摩擦系数 μ0
25滑动轴承摩擦系数 μ0
5轴承数 n0101
75轴承摩擦系数 μ0
052咬入角(α 0度) °11
25剪切速度(刀片的圆周速度) m/s0
413剪切角(α 度) °5
25系数 z1 常数1
5σ b Mpa3733
8δ 5 常数0
254轴承处枢轴直径(d) mm1004
35摩擦损失系数(k) 常数1
5圆盘几对(n) 常数134
8传动效率(η ) 常数0
9255两圆盘轴承处摩擦力矩(M)Kg
31532367h mm回转两圆盘力矩(M) Kg
903450590
6圆盘剪传动功率(N) KW40
373395290
5一对圆盘剪剪切力(P) N26098
034392
5-6一对近似计算圆盘剪剪切力(P)N26098
034396~10一对圆盘剪侧向推力(F) Kg1304
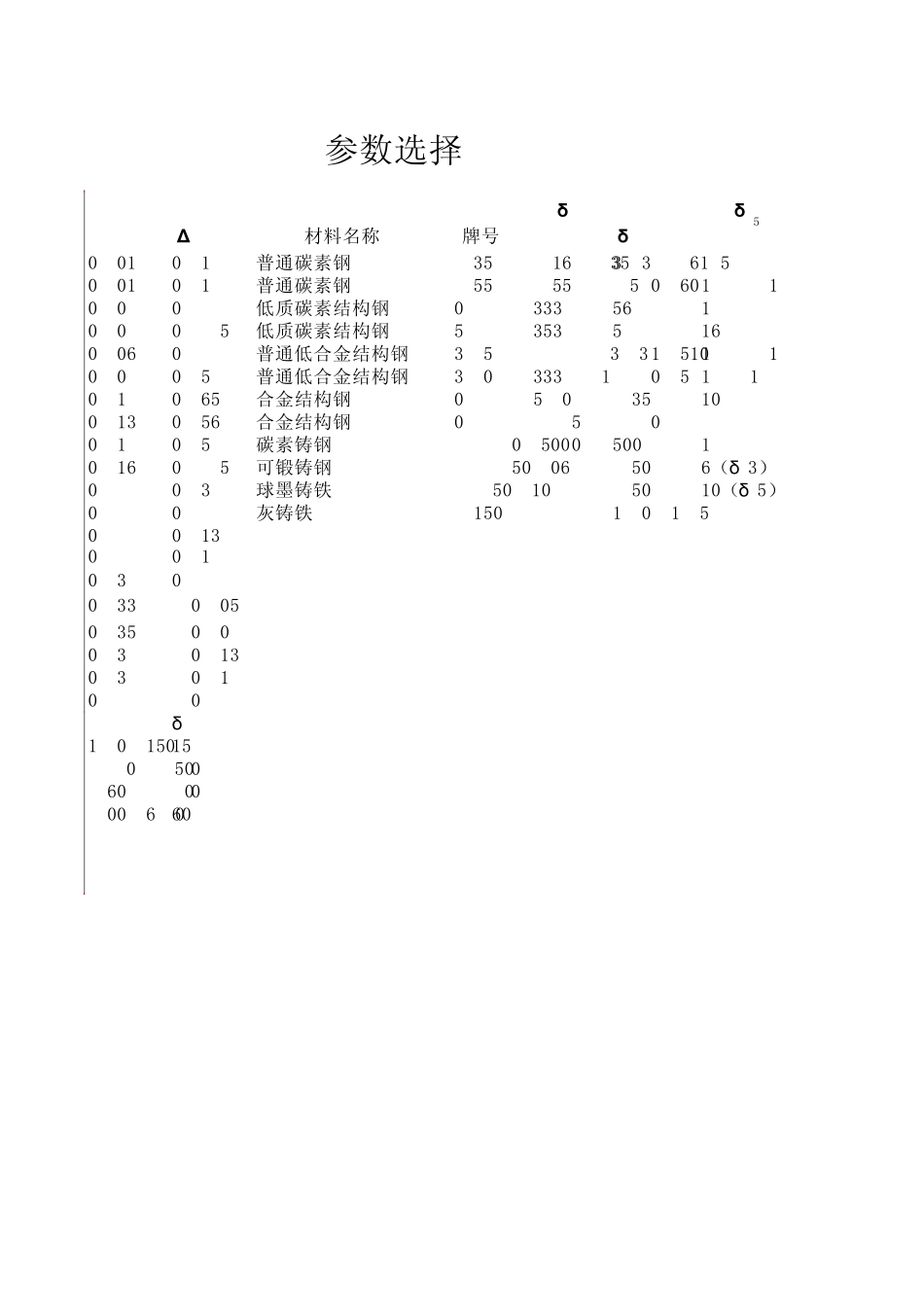
901719纵剪主要参数计算c mmΔ mm 材料名称牌号δ s/Mpa δ b /Mpaδ 5/%0
1普通碳素钢Q235216-235373-46125-270
18普通碳素钢Q255255-275490-60819-210
2低质碳素结构钢40333569190
25低质碳素结构钢45353598160
4普通低合金结构钢Q345274-343471-51019-210
5普通低合金结构钢Q390333-412490-54917-1