数控机床加工的切削用量包括切削速度Vc (或主轴转速n)、切削深度ap 和进给量f,其选用原则与普通机床基本相似,合理选择切削用量的原则是:粗加工时,以提高劳动生产率为主,选用较大的切削量;半精加工和精加工时,选用较小的切削量,保证工件的加工质量
数控车床切削用量 1)切削深度ap 在工艺系统刚性和机床功率允许的条件下,尽可能选取较大的切削深度,以减少进给次数
当工件的精度要求较高时,则应考虑留有精加工余量,一般为0
切削深度ap 计算公式:ap= 式中: dw—待加工表面外圆直径,单位 mm dm—已加工表面外圆直径,单位 mm
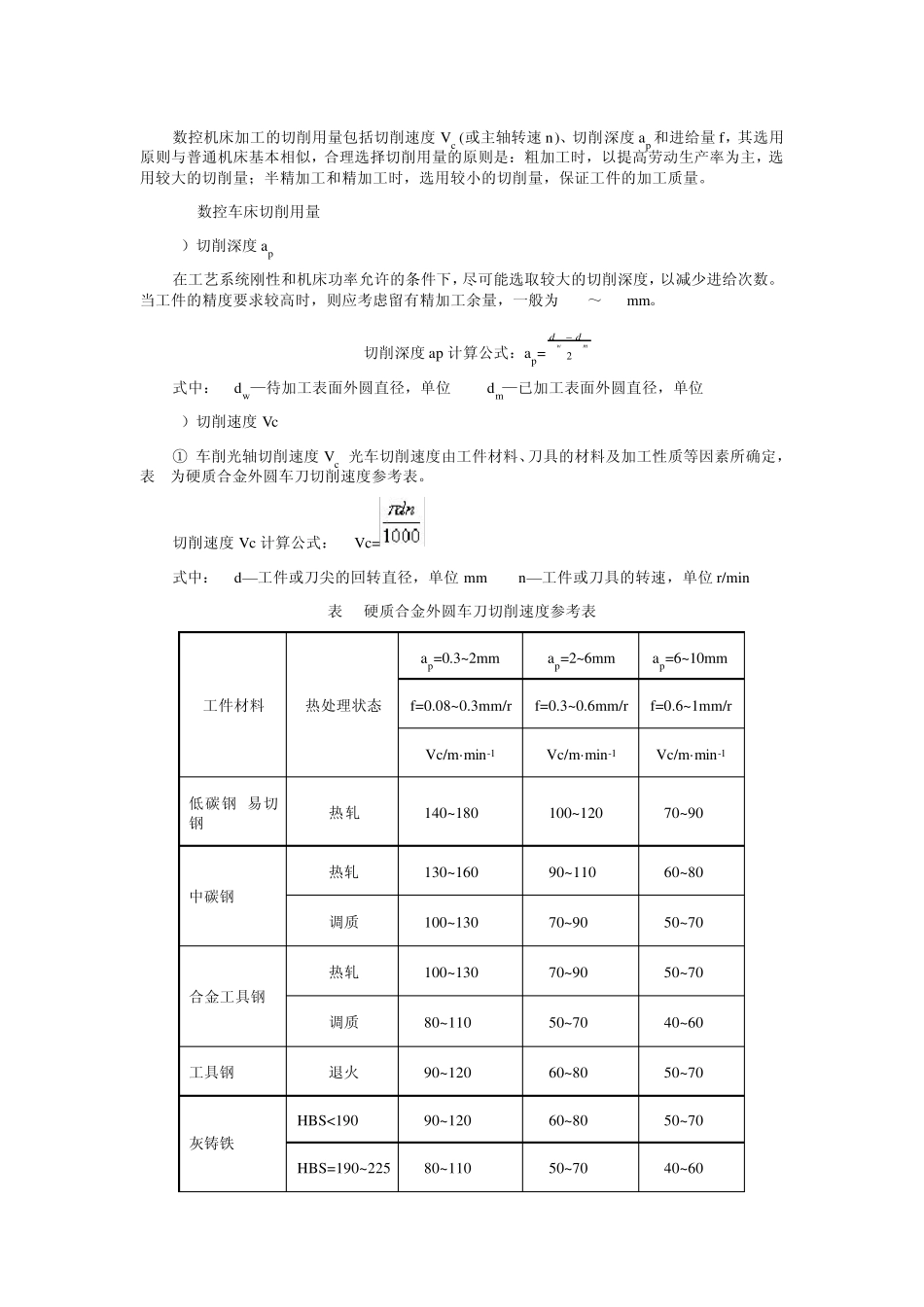
2)切削速度Vc ① 车削光轴切削速度Vc 光车切削速度由工件材料、刀具的材料及加工性质等因素所确定,表 1为硬质合金外圆车刀切削速度参考表
切削速度Vc 计算公式: Vc= 式中: d—工件或刀尖的回转直径,单位 mm n—工件或刀具的转速,单位 r/min 表 1 硬质合金外圆车刀切削速度参考表 工件材料 热处理状态 ap=0
3~2mm ap=2~6mm ap=6~10mm f=0
3mm/r f=0
6mm/r f=0
6~1mm/r Vc/m·min-1 Vc/m·min-1 Vc/m·min-1 低碳钢 易切钢 热轧 140~180 100~120 70~90 中碳钢 热轧 130~160 90~110 60~80 调质 100~130 70~90 50~70 合金工具钢 热轧 100~130 70~90 50~70 调质 80~110 50~70 40~60 工具钢 退火 90~120 60~80 50~70 灰铸铁 HBS