海德汉I530系统镭射补正设定方法 一
设定补偿类型 1
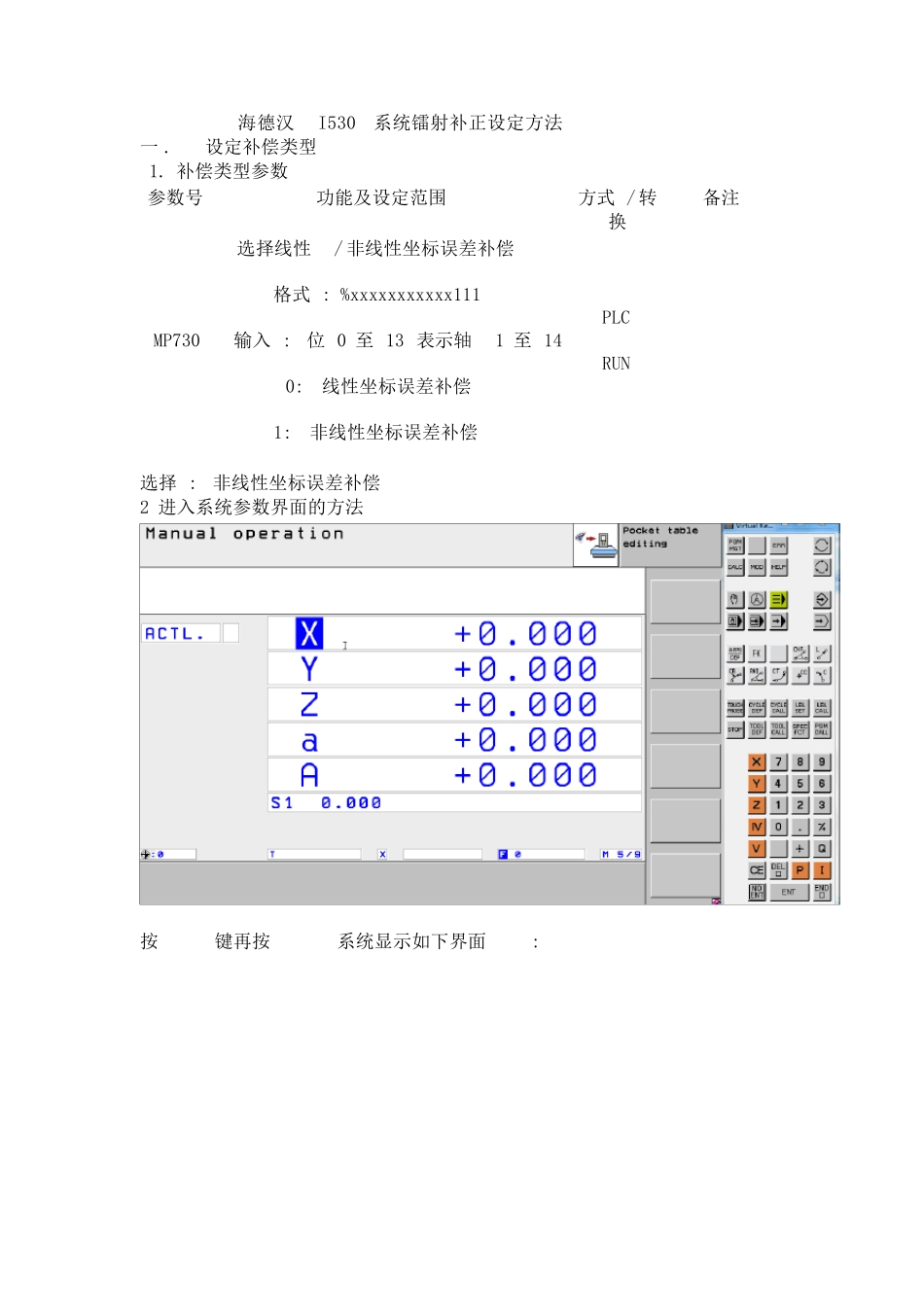
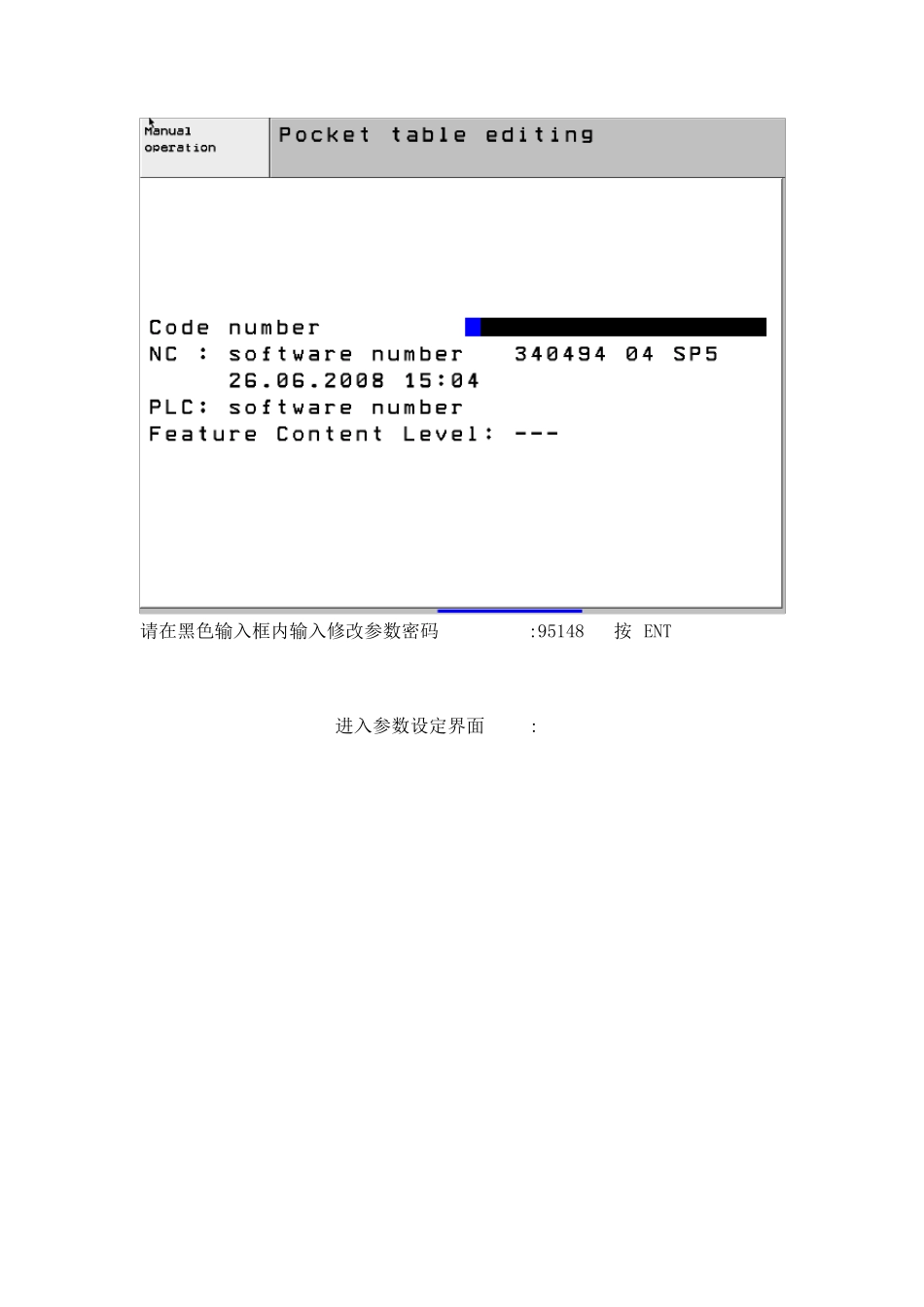
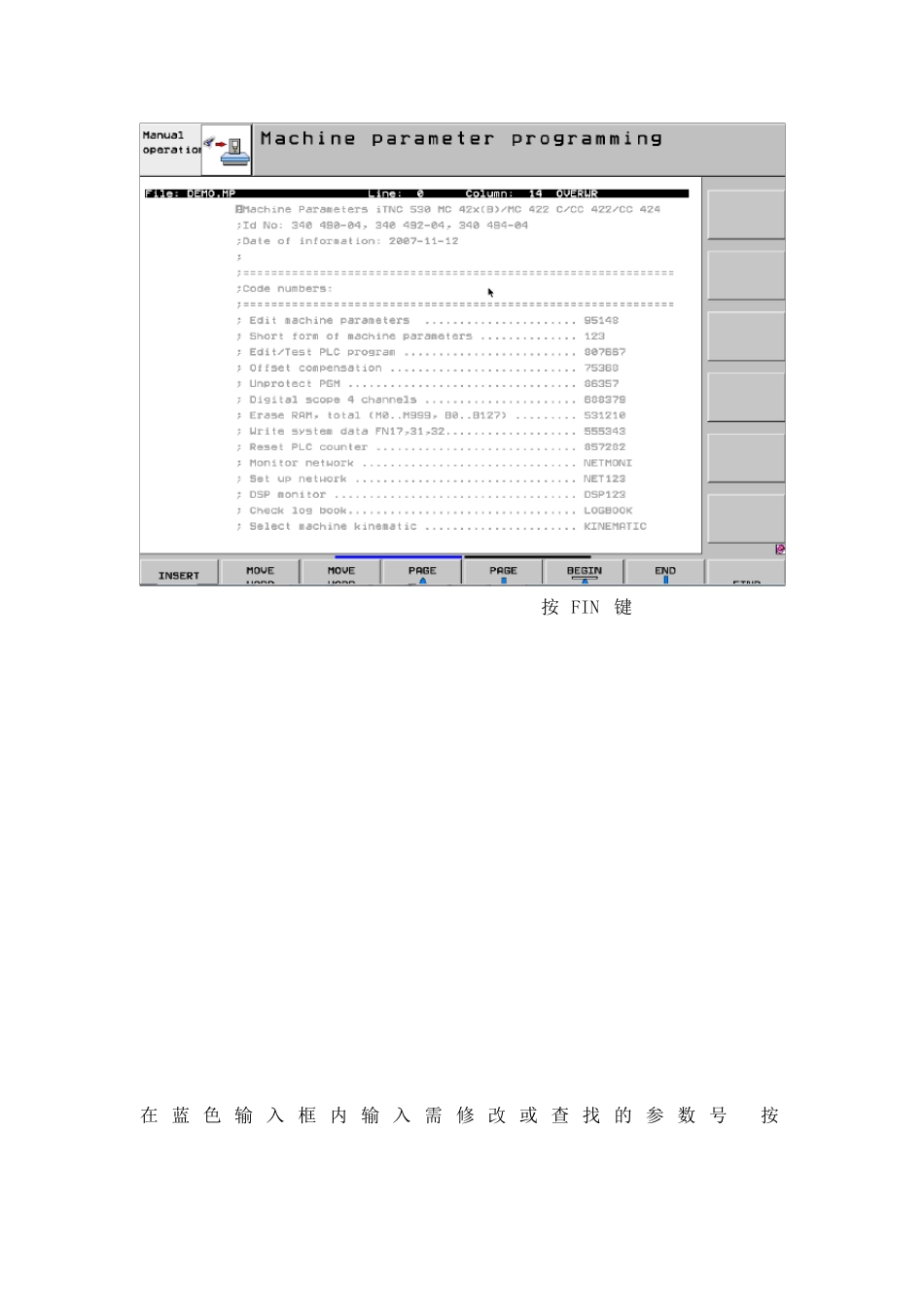
补偿类型参数 参数号 功能及设定范围 方式 / 转换 备注 MP730 选择线性/ 非线性坐标误差补偿 格式 : %xxxxxxxxxxx111 输入 : 位 0 至 13 表示轴1 至 14 0: 线性坐标误差补偿 1: 非线性坐标误差补偿 PLC RUN 选择 : 非线性坐标误差补偿 2 进入系统参数界面的方法 按 键再按 系统显示如下界面: 请在黑色输入框内输入修改参数密码:95148 按 ENT 进入参数设定界面: 按FIN 键 在蓝色输入框内输入需修 改 或 查 找 的 参 数 号 按 ENT 键即可找到需修改的参数号 可根据要求进行修改 修改后按 结束而不是按ENT 键 此点需注意, 否测会造成参数内容或格式的错误,修改其它参数按同样操作 ,以下不作说明
背隙补正参数 MP 710 如上 710
1 为y 轴
2 为z 轴……
(1) .旋转编码器 参数号 功能及设定范围 方式/ 转换 备注 MP709
x 反向间隙补偿时间常数 1 至1000(ms) PLC RUN 参数号 功能及设定范围 方式/ 转换 备注 MP710
x 反向间隙补偿 -1
0000至+1
0000(mm)或(°) PLC RUN (2) .直线编码器 参数号 功能及设定范围 方式/ 转换 备注 MP750
x 1-9 轴反向误差补偿 -1
0000至+1
0000(mm)或(°) PLC RUN 参数号 功能及设定范围 方式/ 转换 备注 MP752
x 反向误差补偿时间 0 至1000(ms) PLC RUN 二
镭射检测机床坐标系的设定 在手动操作模式下 直接按 可进入坐标系选择界面 上下移动光标使 POSITION 1 和2上移动 再按 ENT 键 使其显示为”REF ” ( 参考坐标系)