第七章 等离子弧焊接与切割 一、教学目的: 了解等离子体的概念及其形成原理 正确认识等离子弧的特性及应用 掌握等离子弧的双弧现象的产生原因及防止措施 掌握等离子弧焊操作方法 了解等离子弧焊的设备 理解等离子弧焊的工艺特点及参数选择 了解等离子弧堆焊的分类、原理及特点 了解等离子弧喷涂的原理及特点 掌握等离子弧切割的原理及特点 了解等离子弧切割的设备 理解等离子弧切割的工艺 了解其他的等离子弧切割方法 二、教学重点: 等离子弧焊的双弧现象的产生原因及防止措施 等离子弧焊的工艺特点及参数选择 等离子弧焊、等离子弧堆焊、等离子弧切割的原理及操作方法 三、教学难点: 离子弧的双弧现象的产生原因 等离子弧焊、等离子弧堆焊、等离子弧切割的原理及操作方法 四、参考学时数: 10学时,其中实训 5课时 五、主要教学内容: 第一节 等离子弧的形成及其特性 一、等离子弧的形成 1、等离子弧 这种用外部拘束作用使弧柱受到压缩的电弧就是等离子弧
2、等离子弧形成原理 目前广泛采用的方法是将钨极缩入喷嘴内部,并且在水冷喷嘴中通以一定压力和流量的离子气,强迫电弧通过喷嘴孔道,以形成高温、高能量密度的等离子弧
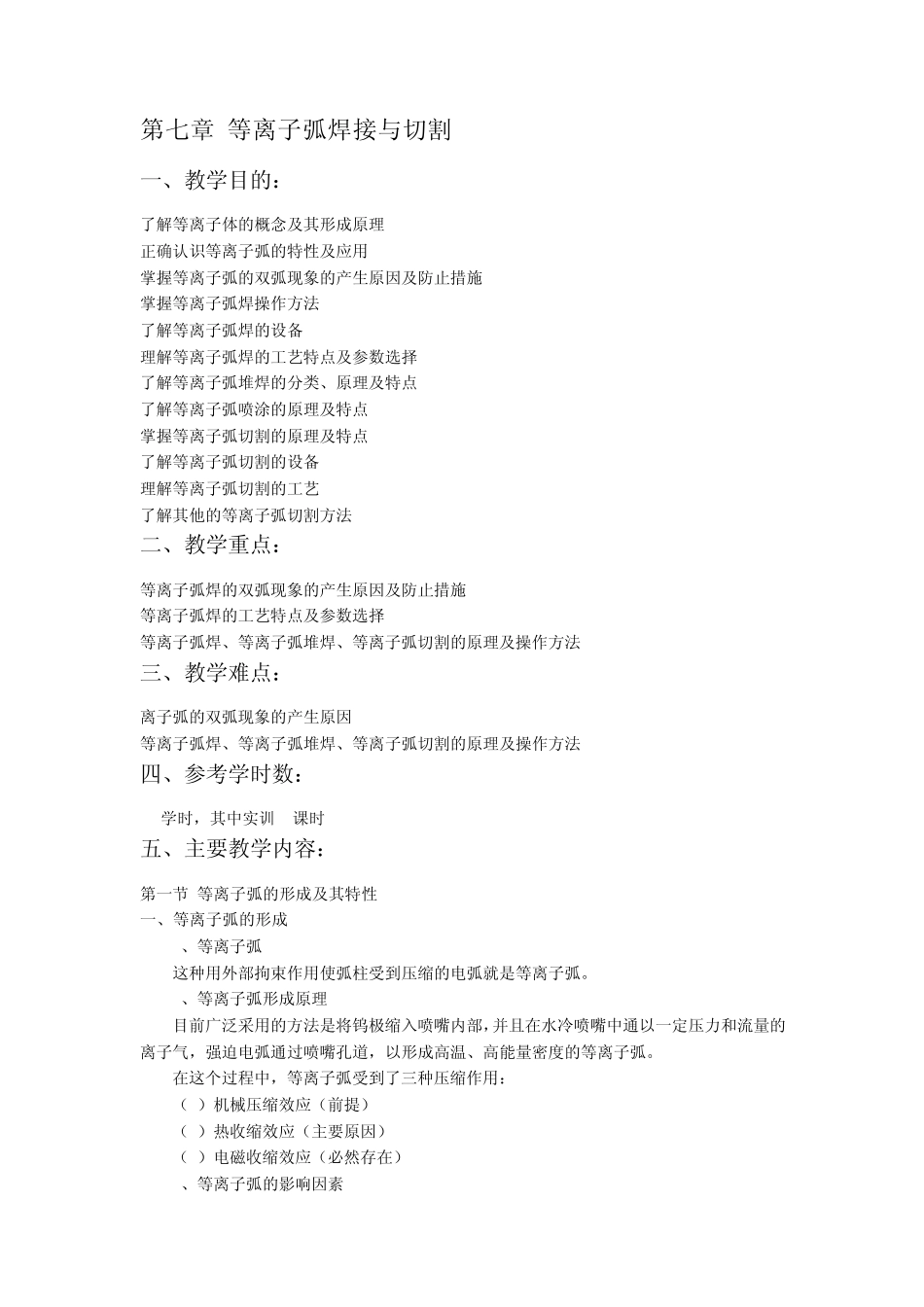
在这个过程中,等离子弧受到了三种压缩作用: (1)机械压缩效应(前提) (2)热收缩效应(主要原因) (3)电磁收缩效应(必然存在) 3、等离子弧的影响因素 影响等离子弧的主要因素有: (1)等离子弧电流:电流越大,电流能量越高,被压缩的程度越大
(2)喷嘴孔道形状和尺寸:喷嘴孔径直接影响电弧的压缩程度
(3)离子气体的种类及流量:不同气体的热导率和热焓值不同,对电弧的冷却作用不同
一般H>N>Ar
二、等离子弧的特性 1、温度高、能量密度大 2、等离子弧的能量分布均衡 3、等离子弧的挺度好,冲力大 4、等离子弧的静特性曲线仍接近于 U形 5、等离子弧的稳定性好 三、等离子弧的类型及应用