等离子焊接技术及其应用 0 引言 随着现代工业的迅速发展, 不锈钢由于具有外表华丽、耐蚀性能优良和可冷、热加工的性能, 在食品/医疗设备、石化压力容器、不锈钢管道、染整设备、储运罐箱、特种船舶和航空航天等行业中倍受青睐
目前中国可年产近 900 万 t 不锈钢, 有望成为世界第一大不锈钢生产、制造大国, 作为产品生产的主要技术之一的焊接技术也开始由原来的手工焊接技术向高效的自动焊接技术转变, 这其中应用最为广泛就是等离子焊接技术
在国外, 等离子工艺技术已在不锈钢中、薄板制造中得到了大量普及应用
1 等离子焊接原理 1
1 等离子焊接定义 等离子焊接是通过高度集中的等离子束流获得必要的熔化母材能量的焊接过程
通常等离子电弧的能量取决于等离子气体的流量、焊枪喷嘴的压缩效果和使用电流大小
普通电弧射流速度为 80~150 m/s, 等离子电弧的射流速度可以达到 300~2 000 m/s, 等离子电弧由于受到压缩, 能量密度可达 105~106W/cm2 而自由状态下 TIG 电弧能量密度为 50~100W/mm2, 弧柱中心温度在 24 000 K 以上, 而 TIG 电弧弧柱中心温度在 5 000~8 000 K 左右[1]
因此, 等离子电弧焊接与电子束(能量密度 105W/mm2)、激光束(能量密度 105W/mm2)焊接同被称为高能密度焊接
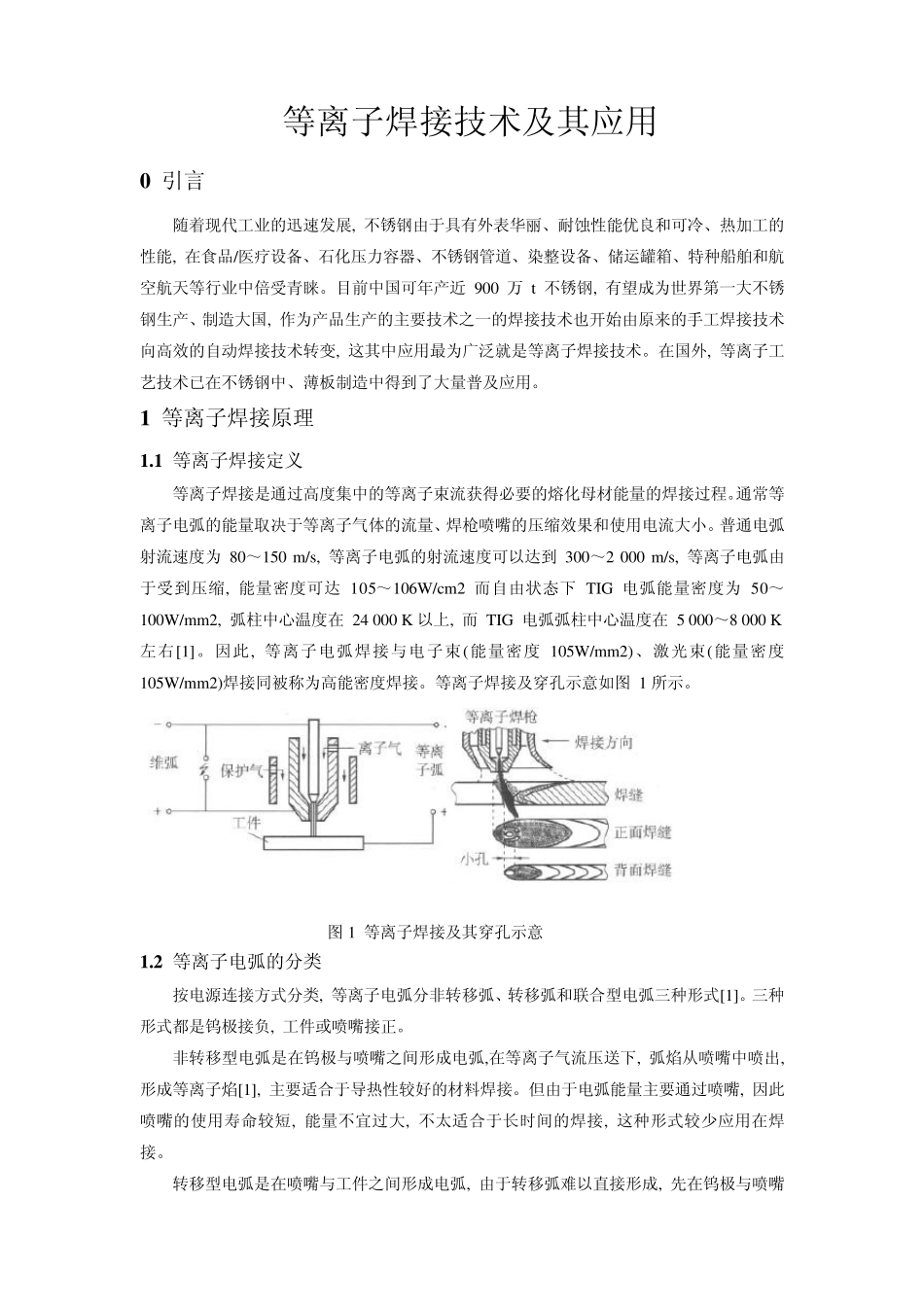
等离子焊接及穿孔示意如图 1 所示
图 1 等离子焊接及其穿孔示意 1
2 等离子电弧的分类 按电源连接方式分类, 等离子电弧分非转移弧、转移弧和联合型电弧三种形式[1]
三种形式都是钨极接负, 工件或喷嘴接正
非转移型电弧是在钨极与喷嘴之间形成电弧,在等离子气流压送下, 弧焰从喷嘴中喷出, 形成等离子焰[1], 主要适合于导热性较好的材料焊接
但由于电弧能量主要通过喷嘴, 因此喷嘴的使用寿命较短, 能量不宜过大, 不太