第5 章 承重钢结构焊接施工工艺示范卡 火电建设工程施工工艺示范手册 6 1 第5 章 承重钢结构焊接施工工艺示范卡 5
1 适用范围 本工艺卡适用于火力发电厂承重钢结构的焊接
适用于手工电弧焊、埋弧焊、CO2气体保护焊及药芯焊丝电弧焊焊接方法
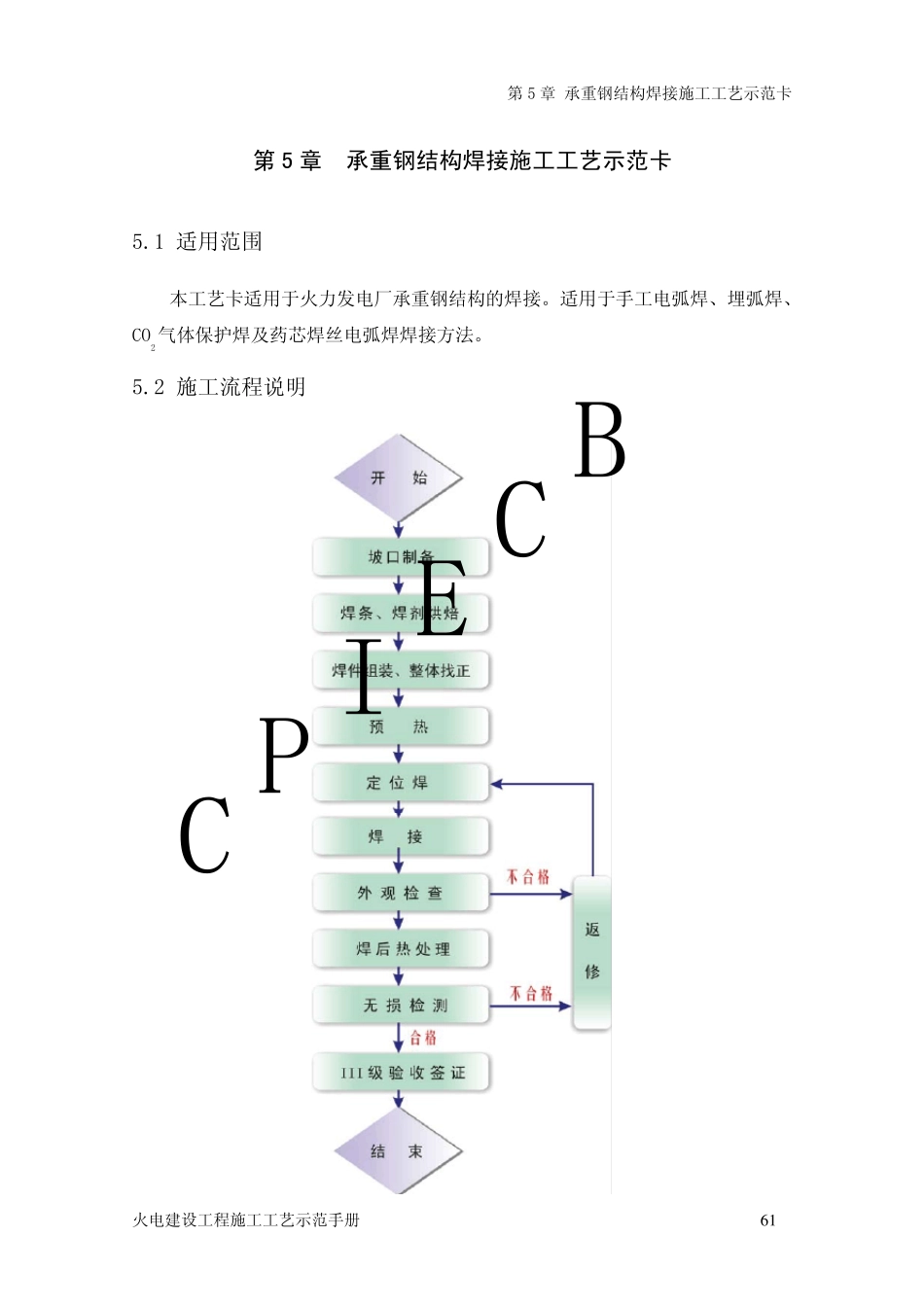
2 施工流程说明 C P I E C B 油漆保温焊接部分(3) 62 火电建设工程施工工艺示范手册 5
3 主要施工工艺质量控制要求 5
1 坡口制备 a)焊接接头形式和坡口尺寸应符合设计和DL/T678-1999《电站钢结构焊接通用技术条件》的要求
b)坡口可采用机械加工或自动、半自动气割或等离子切割方法制备
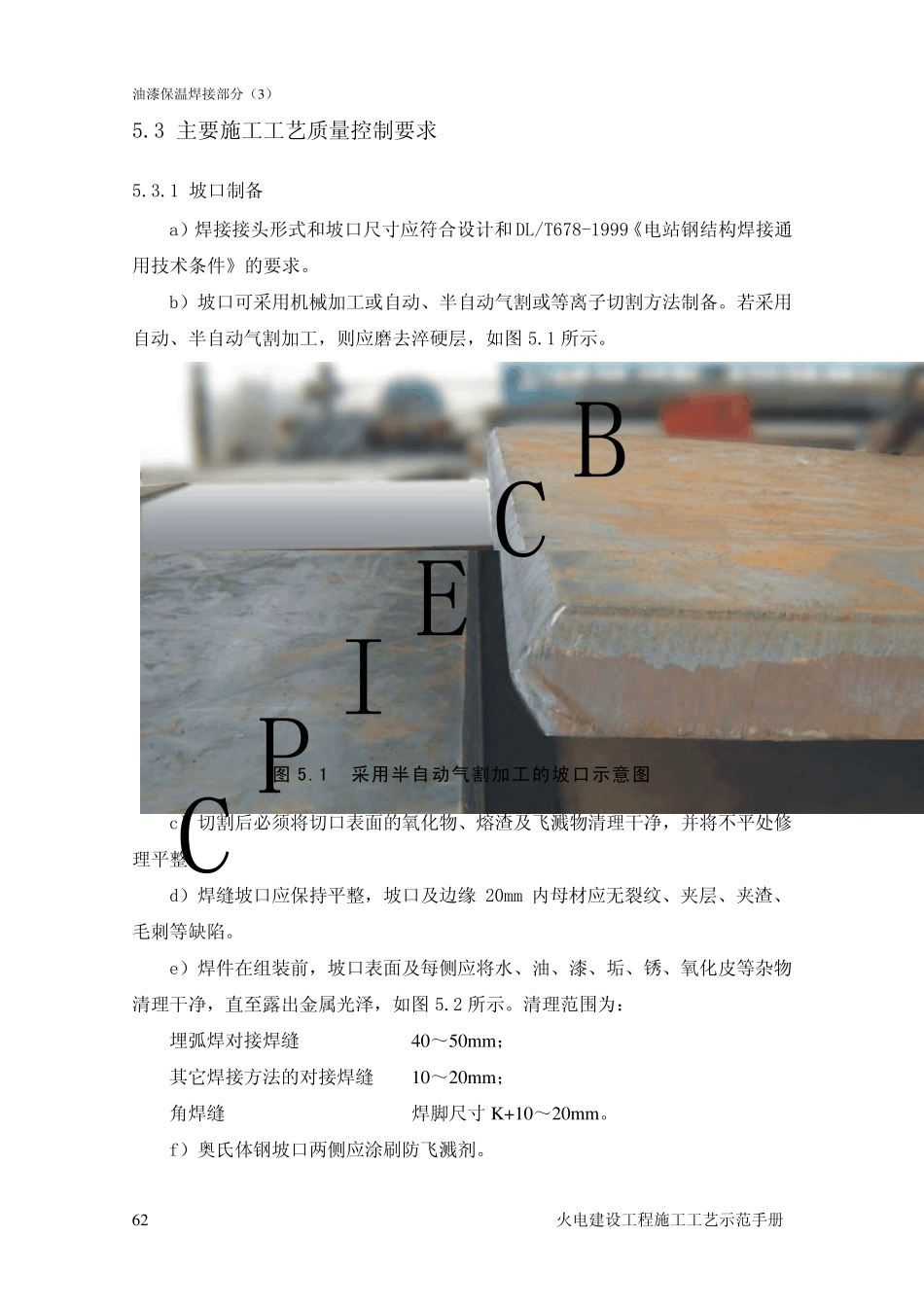
若采用自动、半自动气割加工,则应磨去淬硬层,如图 5
1 采用半自动气割加工的坡口示意图 c)切割后必须将切口表面的氧化物、熔渣及飞溅物清理干净,并将不平处修理平整
d)焊缝坡口应保持平整,坡口及边缘 20mm 内母材应无裂纹、夹层、夹渣、毛刺等缺陷
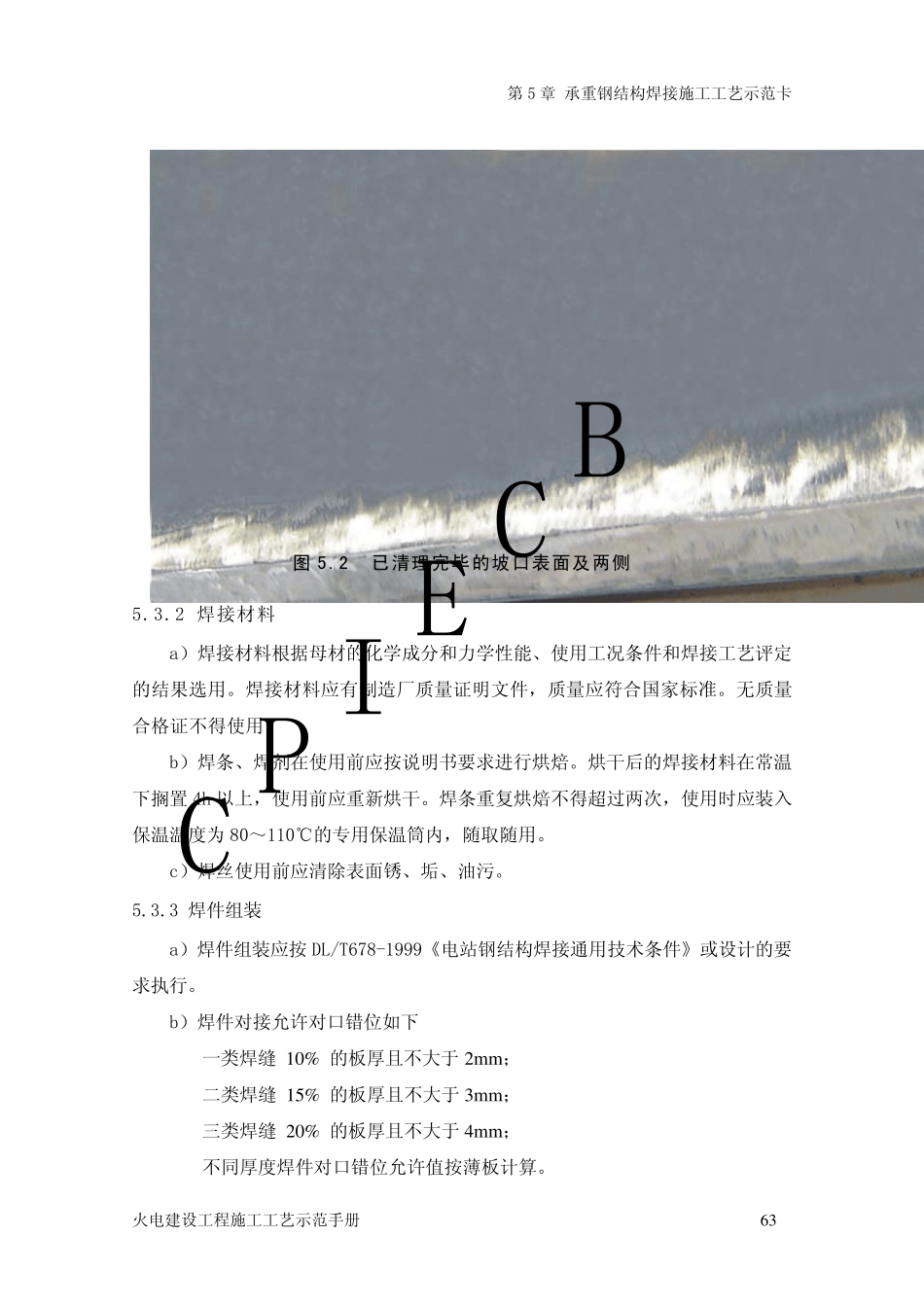
e)焊件在组装前,坡口表面及每侧应将水、油、漆、垢、锈、氧化皮等杂物清理干净,直至露出金属光泽,如图 5
清理范围为: 埋弧焊对接焊缝 40~50mm; 其它焊接方法的对接焊缝 10~20mm; 角焊缝 焊脚尺寸K+10~20mm
f)奥氏体钢坡口两侧应涂刷 防 飞溅剂
C P I E C B 第5 章 承重钢结构焊接施工工艺示范卡 火电建设工程施工工艺示范手册 63 图5
2 已清理完毕的坡口表面及两侧 5
2 焊接材料 a)焊接材料根据母材的化学成分和力学性能、使用工况条件和焊接工艺评定的结果选用
焊接材料应有制造厂质量证明文件,质量应符合国家标准
无质量合格证不得使用
b)焊条、焊剂在使用前应按说明书要求进行烘焙
烘干后的焊接材料在常温下搁置4h 以上,使用前应重新烘干
焊条重复烘焙不得超过两次,使用时应装入保温温