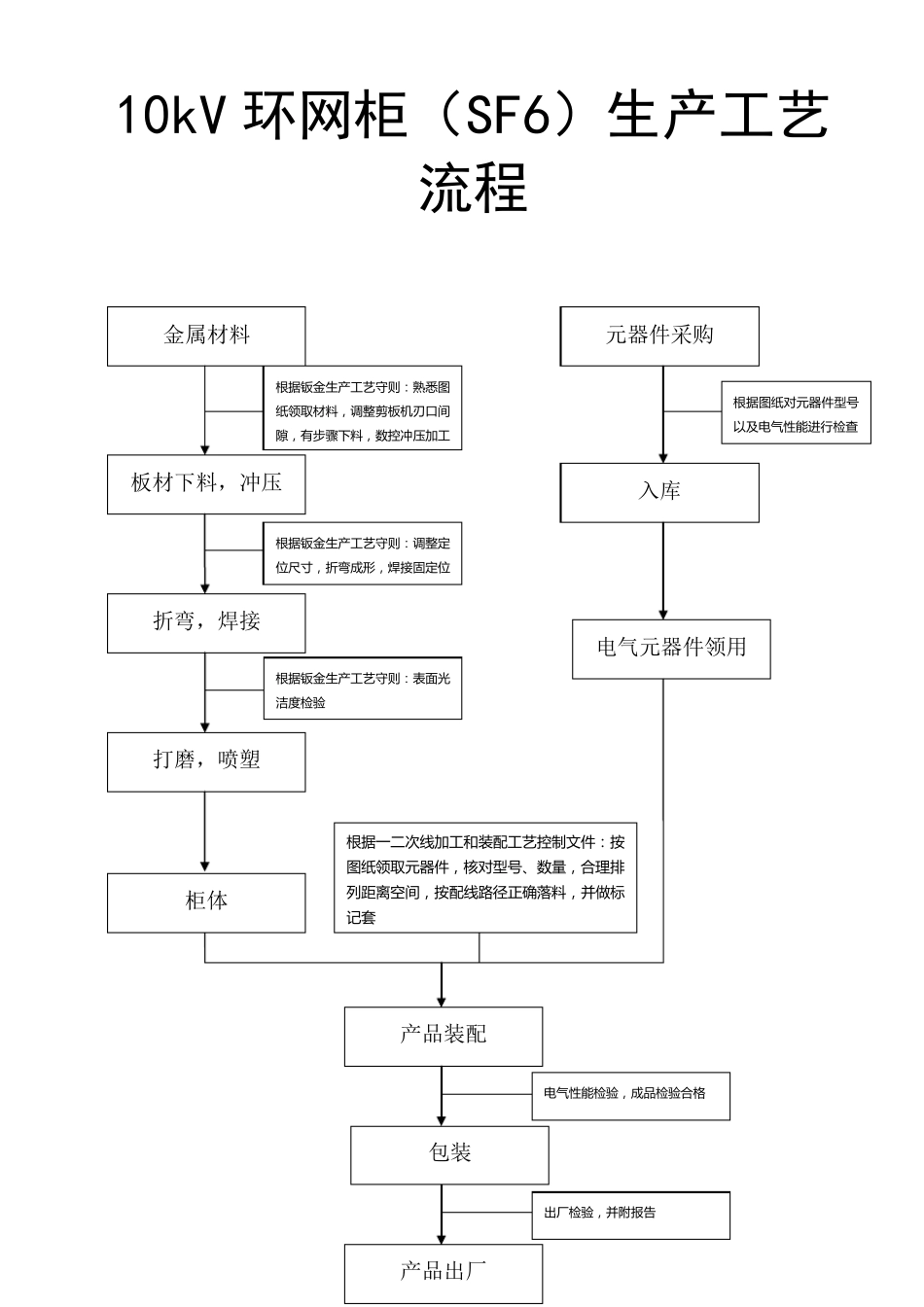
10kV 环网柜(SF6)生产工艺流程 金属材料 板材下料,冲压 根 据 钣 金 生 产 工 艺 守 则 : 熟 悉 图纸 领 取 材 料 ,调整剪板机刃口间隙,有步骤下料 ,数控冲压加工折弯,焊接 根 据 钣 金 生 产 工 艺 守 则 : 调整定位尺寸,折弯成形,焊接固定位 打磨,喷塑 根 据 钣 金 生 产 工 艺 守 则 : 表面光洁度检验 柜体 元器件采购 入库 根 据 图 纸 对元器件型号以及电气性能进行检查 电气元器件领用 产品装配 根 据 一二次线加工 和装配工 艺 控制文件: 按图 纸 领 取 元器件,核对型号、数量,合理排列距离空间,按配线路径正确落料 ,并做标记套 包装 电气性能检验,成品检验合格 产品出厂 出厂检验,并附报告 目的 为规范成套配电柜一次行线作业方法,使操作有据可依,使检验有据可依,使操作过程规范,减少操作失误,特编制本文件
范围 本行线作业指导书适用于南京正锐电力科技有限公司有限公司各种配电柜、配电箱中一次行线、接线的配置固定等
引用标准 GB11022-1999《高压开关设备通用技术条件》 JB∕T9661-1999《低压抽出式成套开关设备》 GB2681-1981《电工成套装置中的导线颜色》 JBT 2436
1-1992 导线用铜压接端头 第一部分: 0
0m m 2 导线用铜压接端头 GB 14048
1-2006 低压开关设备和控制设备 第 1 部分:总则 1
1 本守则引用标准 (1)GB7251
1-2005 《低压成套开关设备和控制设备 第一部分:型式试验和部分型式试验成套设备》 (2)GB5585
1-2005 《电工用铜、铝母线及合金母线 第一部分:铜和铜合金母线》 (3)GB5585
2-2005 《电工用铜、铝母线及合金母线 第二部分:铝和铝合金母线》 (4)GBJ149-90 《电气