NJ 电 子 凸轮应用资料 欧 姆 龙 自 动 化 ( 中国)有限公司 FAE 中心 2012 年 12 月 目 录 一、杭州中亚电子凸轮应用介绍(江勇)
1 二、上海今昌电子凸轮应用介绍(王琦)
10 三、南京先特电子凸轮应用介绍(杨伟)
15 四、厦门特盈电子凸轮应用介绍(吴晓东)
20 五、温州鸿昌电子凸轮应用介绍(王伟)
29 一、杭州中亚直线灌装机电子凸轮应用介绍 课题一:多轴时序控制 1
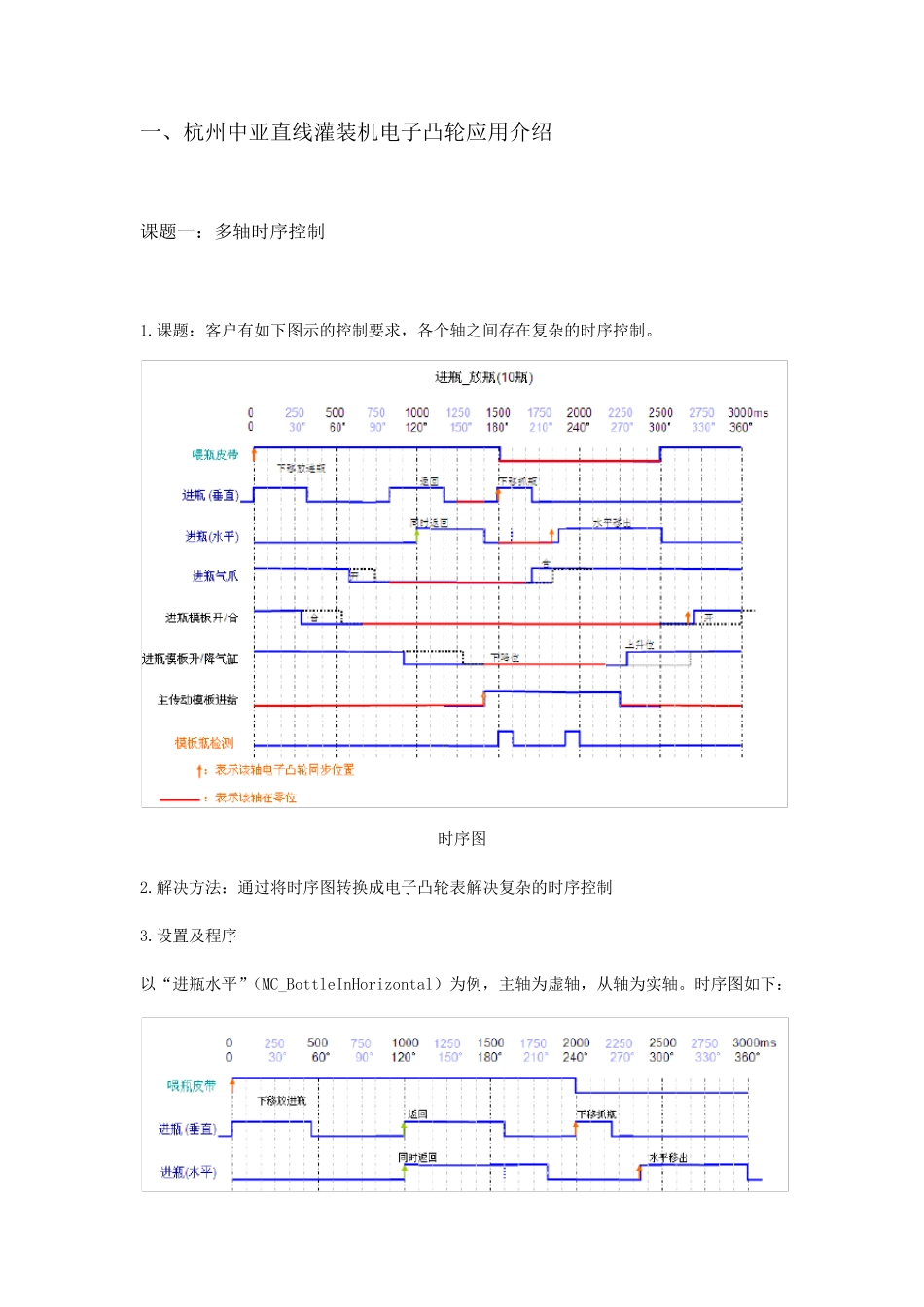
课题:客户有如下图示的控制要求,各个轴之间存在复杂的时序控制
解决方法:通过将时序图转换成电子凸轮表解决复杂的时序控制 3
设置及程序 以“进瓶水平”(MC_BottleInHorizontal)为例,主轴为虚轴,从轴为实轴
时序图如下: 主轴(虚轴)以360 为一个周期,进行循环速度控制
主轴、从轴都在零位
从轴开始的时候并不启动,而是在主轴位置到达285 时开始启动,当主轴位置到达360 时,从轴停止
在下一个周期,主轴到达120 的时候,从轴开始返回(反转),主轴位置到达220 的时候,从轴停止(回零位)
如上图所示,是进瓶水平轴与主轴构成的电子凸轮表
根据上图可以看到,主轴为0 的时候,从轴也是0,而根据时序图的要求,从轴的“0”应该在主轴的“285”
显然这样的动作是不正确的
这样编制凸轮表的原因在于,NJ 的电子凸轮表的起始点必须为两个“0”,即主轴、从轴都从0 开始,如下图所示: 解决这个问题的办法是对编制好的凸轮表进行“偏移”,偏移的程序如下: 通过MasterOffset 将主轴向后偏移280,这时的动作时序和凸轮形状就与工艺要求相符了,但要注