隐藏浏览窗口 > 铣削参数 下列参数专用于铣削 NC 序列
设置这些参数时,它们被列在与分支名称相对应的标题下
关于对所有 NC 序列类型都可用的公共制造参数的描述,请参阅主题 NC 序列公共参数
关于粗加工和重新粗加工 NC 序列专用参数的说明,请参阅主题粗加工和重新粗加工专用铣削参数
通过另请参阅下的链接访问这些主题
注意: o 必须为带有缺省值 - 1(这表示系统未对其设置缺省值)的所有参数提供一个值
o NC 序列参数的长度单位(在适用之处)与工件的单位相同
切削选项 SCAN_TYPE 适用于"体积块"、"曲面"、"面"、"腔槽"和"切入式"铣削
关于体积块铣削,请参阅铣削刀具扫描铣削体积块水平剖面并避开岛的方法
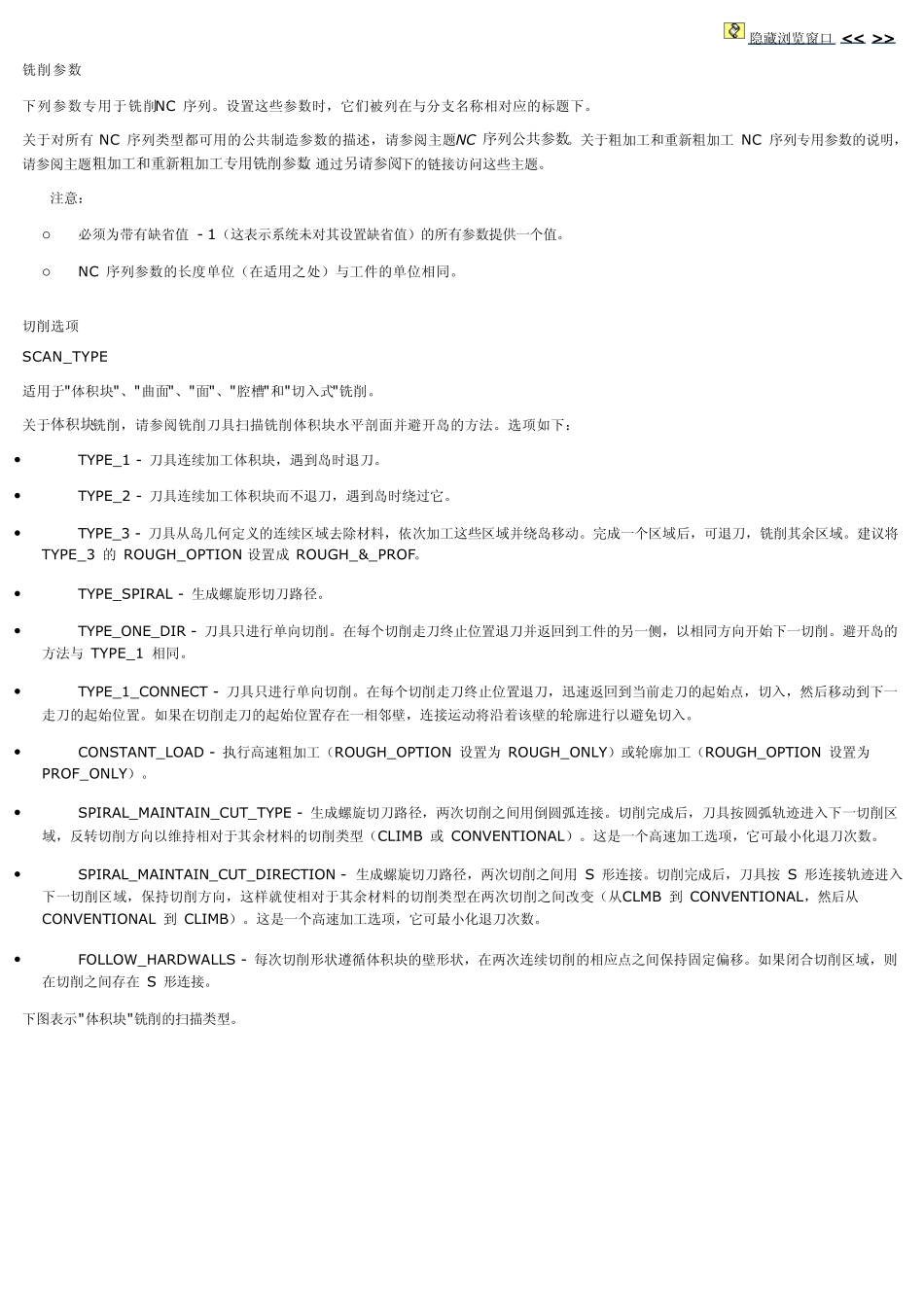
选项如下: TYPE_1 - 刀具连续加工体积块,遇到岛时退刀
TYPE_2 - 刀具连续加工体积块而不退刀,遇到岛时绕过它
TYPE_3 - 刀具从岛几何定义的连续区域去除材料,依次加工这些区域并绕岛移动
完成一个区域后,可退刀,铣削其余区域
建议将 TYPE_3 的 ROUGH_OPTION 设置成 ROUGH_&_PROF
TYPE_SPIRAL - 生成螺旋形切刀路径
TYPE_ONE_DIR - 刀具只进行单向切削
在每个切削走刀终止位置退刀并返回到工件的另一侧,以相同方向开始下一切削
避开岛的方法与 TYPE_1 相同
TYPE_1_CONNECT - 刀具只进行单向切削
在每个切削走刀终止位置退刀,迅速返回到当前走刀的起始点,切入,然后移动到下一走刀的起始位置
如果在切削走刀的起始位置存在一相邻壁,连接运动将沿着该壁的轮廓进行以避免切入
CONSTANT_LOAD - 执行高速粗加工(ROUGH_OPTION 设置为 ROUGH_ONLY)或轮廓加工(ROUGH_OPTION 设置为 PRO