4刀具补偿功能由于刀具的安装误差、刀具磨损和刀具刀尖圆弧半径的存在等,必须利用刀具补偿功能予以补偿,才能加工出符合图样形状要求的零件
此外合理利用刀具补偿功能还可以简化编程
一般数控车床都具有刀具补偿功能
刀具选择与补偿功能指令格式:TXXXX刀具补偿号刀具号(1)刀具号和刀具补偿号用01开始的两位数字表示,其中00取消某刀的补偿
(2)通常用相同编号指令刀具号和刀具补偿号,T0101表示01号刀具调用01号补偿寄存器设定的补偿值,T0200表示调用02号刀,并取消02号刀具的补偿
这样不易造成混淆
数控车床的刀具补偿功能包括刀具长度补偿和刀尖圆弧半径补偿两个方面
1刀具长度补偿刀具长度补偿也称为刀具几何及磨损补偿
刀具几何补偿是补偿刀具形状和刀具安装位置与编程时基准刀具的偏移
刀具磨损补偿是用于补偿磨损后刀具头部与原始尺寸的误差
这些补偿数据通常是通过对刀后采集到的,而且必须将这些数据准确地储存到刀具寄存器中,然后通过程序中的刀补代码来提取并执行
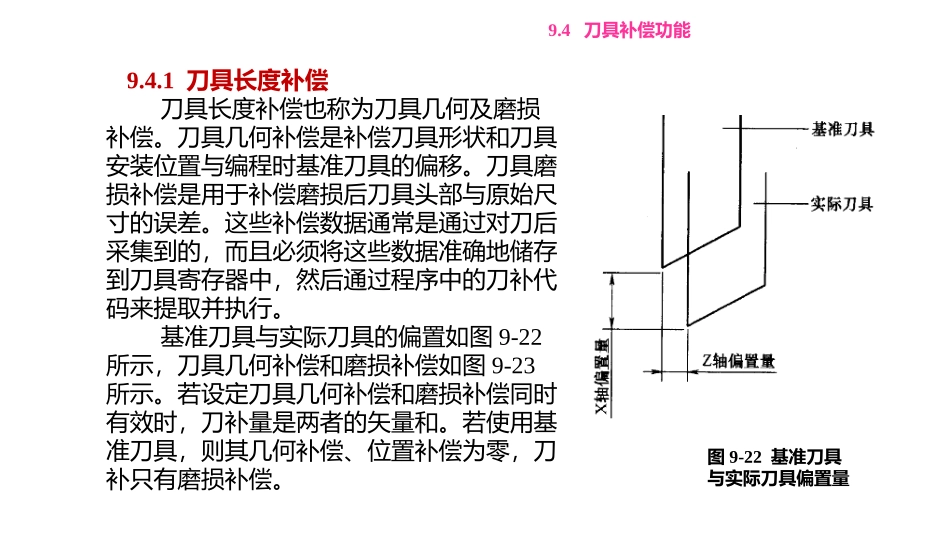
基准刀具与实际刀具的偏置如图9-22所示,刀具几何补偿和磨损补偿如图9-23所示
若设定刀具几何补偿和磨损补偿同时有效时,刀补量是两者的矢量和
若使用基准刀具,则其几何补偿、位置补偿为零,刀补只有磨损补偿
图9-22基准刀具与实际刀具偏置量9
4刀具补偿功能刀具长度补偿一般在换刀指令后第一个含有移动指令的程序段中进行,程序段内必须有G00、G01指令才能生效
在一个程序段中同时含有刀补指令和刀具移动指令时,是先执行T代码指令,后执行刀具移动指令
刀补移动的效果是,转位后新刀具的刀尖移动到基准刀具刀尖所在的位置,这就是刀位补偿的实质
常见的需要进行刀具长度补偿的情况有三种
(1)不同刀具刀位点的补偿
通常需要多把刀具加工同一零件,每把刀具的形状尺寸均不相同,编程时是以其中一把刀具的刀尖为基准设定工件坐标系的,利用刀具长