第二节低压铸造及差压铸造一、概述(一)低压铸造的实质1
低压铸造的定义低压铸造是液体金属在压力作用下,完成充型及凝固过程而获得铸件的一种铸造方法
由于作用的压力较低(一般为20~60kPa),故称为低压铸造
低压铸造的实质低压铸造是介于金属型铸造和压力铸造之间的一种铸造方法
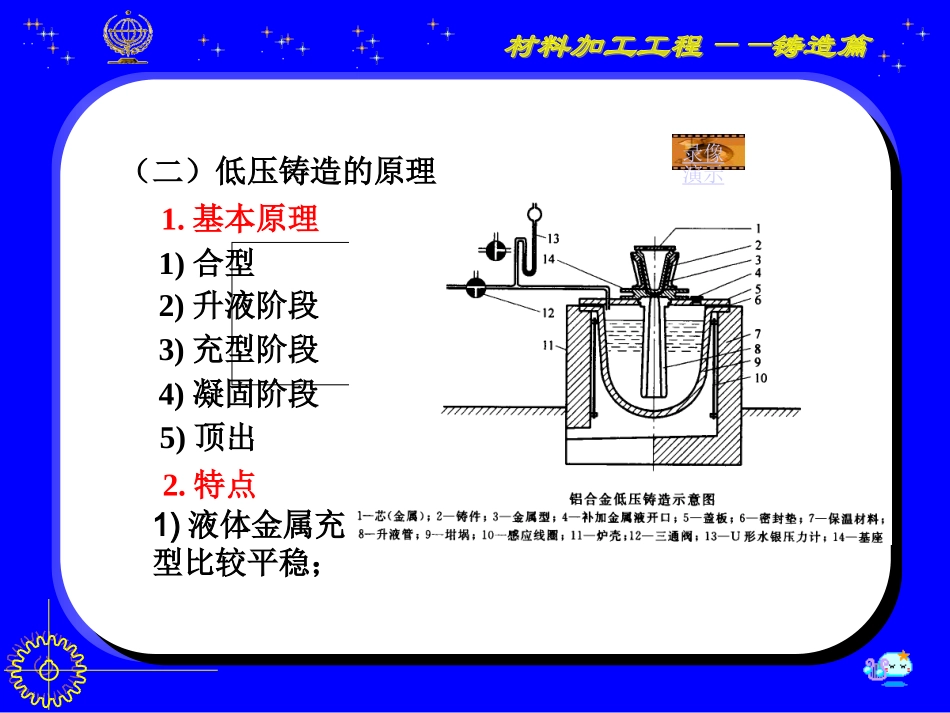
(二)低压铸造的原理1
基本原理1)合型2)升液阶段3)充型阶段4)凝固阶段5)顶出2
特点1)液体金属充型比较平稳;录像演示3)铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利;4)铸件组织致密,机械性能高,易于获得无缺陷铸件;5)提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%;6)劳动条件好,设备简单,易实现机械化和自动化
2)充型平稳,可有效控制卷气和夹渣,防止合金氧化,适合于易氧化的铸件;低压铸造是近无余量铸造工艺,适合于生产内部质量要求较高、尺寸精度要求较高的铝镁合金铸件
低压铸造是近无余量铸造工艺,适合于生产内部质量要求较高、尺寸精度要求较高的铝镁合金铸件
录像演示低压铸造工艺可分为开放式和封闭式
开放式低压铸造开放式是指模具型腔直接与空气接触,因此充型后没有增压、保压凝固过程
封闭式低压铸造封闭式指型腔通过透气孔与大气相连,充型后可进行增压、保压
由于封闭式可以根据铸件的结构与凝固特点制定增压、保压规范,获得更高的内部质量,因此是常见的低压铸造工艺
(三)低压铸造分类二、低压铸造工艺(一)压力和增压速度低压铸造的工艺规范包括压力、增压速度、铸型预热温度、浇注温度,以及铸型的涂料等
Hp金属液上升高度金属液的重度阻力因数(1
第三阶段:凝固结晶阶段2
第二阶段:充型阶段1
第一阶段:升液阶段11Hp151p2p3p压力p时间234111/pv22Hp1