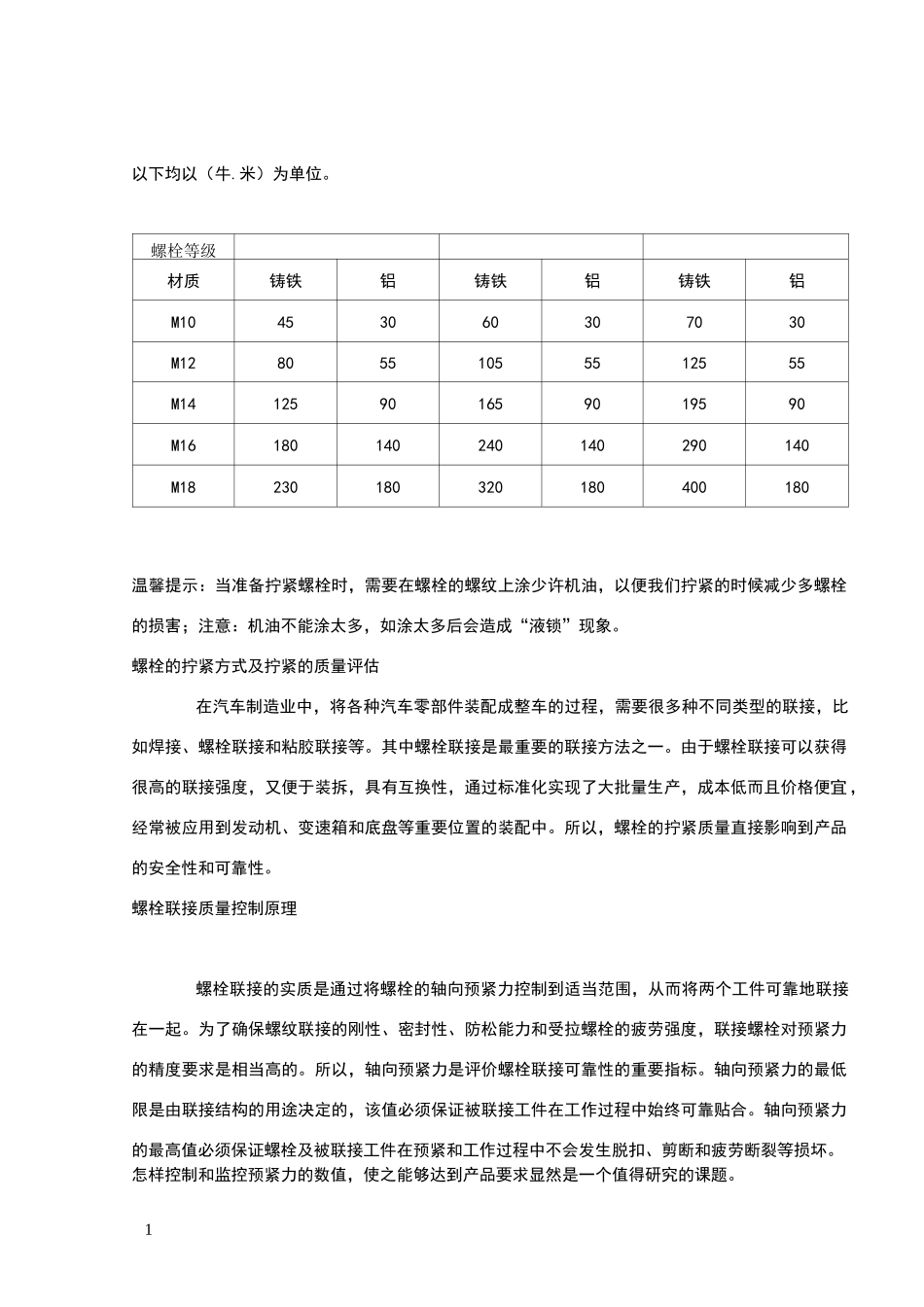
1以下均以(牛
螺栓等级材质铸铁铝铸铁铝铸铁铝M10453060307030M1280551055512555M14125901659019590M16180140240140290140M18230180320180400180温馨提示:当准备拧紧螺栓时,需要在螺栓的螺纹上涂少许机油,以便我们拧紧的时候减少多螺栓的损害;注意:机油不能涂太多,如涂太多后会造成“液锁”现象
螺栓的拧紧方式及拧紧的质量评估在汽车制造业中,将各种汽车零部件装配成整车的过程,需要很多种不同类型的联接,比如焊接、螺栓联接和粘胶联接等
其中螺栓联接是最重要的联接方法之一
由于螺栓联接可以获得很高的联接强度,又便于装拆,具有互换性,通过标准化实现了大批量生产,成本低而且价格便宜 ,经常被应用到发动机、变速箱和底盘等重要位置的装配中
所以,螺栓的拧紧质量直接影响到产品的安全性和可靠性
螺栓联接质量控制原理螺栓联接的实质是通过将螺栓的轴向预紧力控制到适当范围,从而将两个工件可靠地联接在一起
为了确保螺纹联接的刚性、密封性、防松能力和受拉螺栓的疲劳强度,联接螺栓对预紧力的精度要求是相当高的
所以,轴向预紧力是评价螺栓联接可靠性的重要指标
轴向预紧力的最低限是由联接结构的用途决定的,该值必须保证被联接工件在工作过程中始终可靠贴合
轴向预紧力的最高值必须保证螺栓及被联接工件在预紧和工作过程中不会发生脱扣、剪断和疲劳断裂等损坏
怎样控制和监控预紧力的数值,使之能够达到产品要求显然是一个值得研究的课题
2螺栓拧紧方法螺栓拧紧方法主要有两类,分别是弹性拧紧和塑性拧紧
弹性拧紧一般指扭矩拧紧法,塑性拧紧主要包括转角拧紧法、屈服点拧紧法等
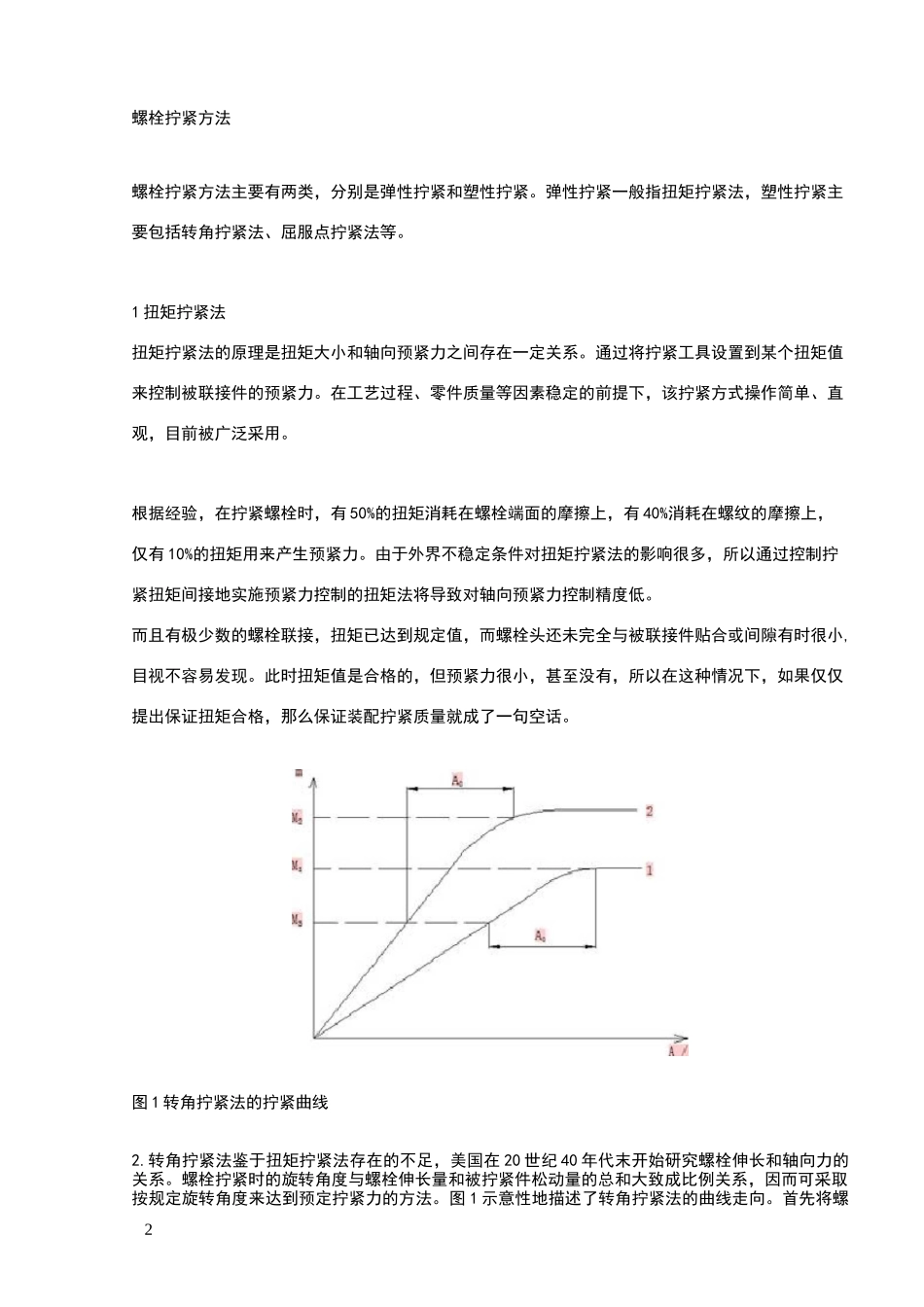
1 扭矩拧紧法扭矩拧紧法的原理是扭矩大小和轴向预紧力之间存在一定关系
通过将拧紧工具设置到某个扭矩值来控制被联接件的预紧力
在工艺过程、零件质量等因素稳定的前提下,该拧紧方式