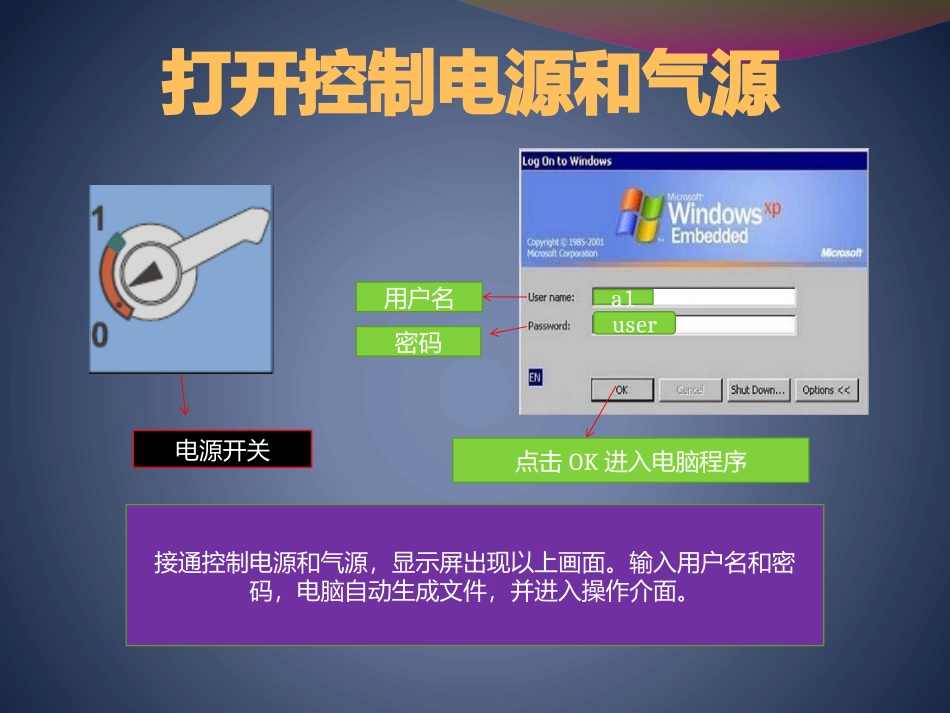
封边机操作指南培训讲师:王春桥打开控制电源和气源a1user用户名密码点击OK进入电脑程序电源开关接通控制电源和气源,显示屏出现以上画面
输入用户名和密码,电脑自动生成文件,并进入操作介面
电脑操作介面程序选择菜单加工单元选择菜单加工工艺单元开始菜单键维护菜单键报警菜单键桌面显示键加工方式选择键F7确认键显示屏图标O为关闭加温,1为保温,2为正常加温
为油水分离器接通气源软件按纽中央找零清空指示(显示白色为机器内有板件)调试运行菜单选择软件封边机各部分控制捷径喷雾分离装置铣刀装置前切刀后切刀上下修边装置板前下倒角装置前后跟踪快捷选择途径前上前下后下后上比如:选择抛光,点击开,然后选择F7就可以起动电机
靠尺应用说明
机械式手摇调节丝杆,以0300
0为基点顺时针摇铣,反之不铣
0铣1个毫米数字显示器请不要把杂物放在靠尺上
封边板面靠紧靠尺(基点),平滑的向前推,第一块板于批二块板之间相隔600毫米,在生产过程中,只有当止动气缸下去时,才能送板
铣刀装置应用说明12111为铣标识
铣刀1反时针旋转,铣刀2顺时针旋转
当铣出的板面有爆边现象时,看看是上面还是下面,上爆,向下调整,下爆,向上调整
铣刀开时请把分离器打开
选择铣刀1为内侧
选择铣刀2为外侧
铣刀上下调节装置(顺时针上,逆时针下
)铣刀2的工作范围铣1板的运动方向送带涂胶部分应用说明301为送带涂胶部分的标识,手动打开压带轮,把封边带带头放入切刀刀口位置,手动按纽关闭压带轮
调节压带丝杆,封边带宽度为16MM,则压带丝杆调整到16
大小压轮调节器丝杆标识为02990
小压轮弹簧压力适度,大压轮气压为2bar
预热胶箱温度在140至150度之间,涂胶胶箱温度(夏天170-180度,冬天180-195度之间
当胶轴转动时,先打开B杆,在开电机,后打开A杆
关胶轴时,先关A杆,在关电机,后关B杆