钣金冲压工艺性优化 一、目的: 为进一步规范钣金冲压工艺性,优化产品设计中非产品功能需要的工艺,进而尽可能的降低成本,推进“面向制造的设计”工作的开展
二、性质: 满足产品功能需要前提下的工艺优化 三、适应范围:车身所有冲压件的工艺性(除底盘件) 四、内容: I、冲裁基本工序 1
弯曲 弯曲应该在靠近弯曲处设定正负半度以补充弯曲后的回弹
同一平面有多重弯曲时, 应设置相同的弯曲方向
避免在大钣金件上设置小弯曲
低碳钢钣金件上,弯曲半径 R≥1T,不锈钢等高强钢板 R≥3T 2
扩孔 两个扩孔边缘之间的距离 L:L≥8T
扩孔边缘与件边缘之间的距离 L:L≥4T
扩孔边缘与弯曲、翻边之间的距离 L:L≥4T+R
扩孔边缘与成形状之间的距离 L:L≥4T+R
锥形孔 最大深度 L 沿着硬件的角度方向满足,L≤3
硬件与锥形孔的接触必须在 50%以上
两锥形孔边缘之间的距离 L:L≥8T
锥形孔边缘与弯曲、翻边部分之间的距离 L:L≥4T+R
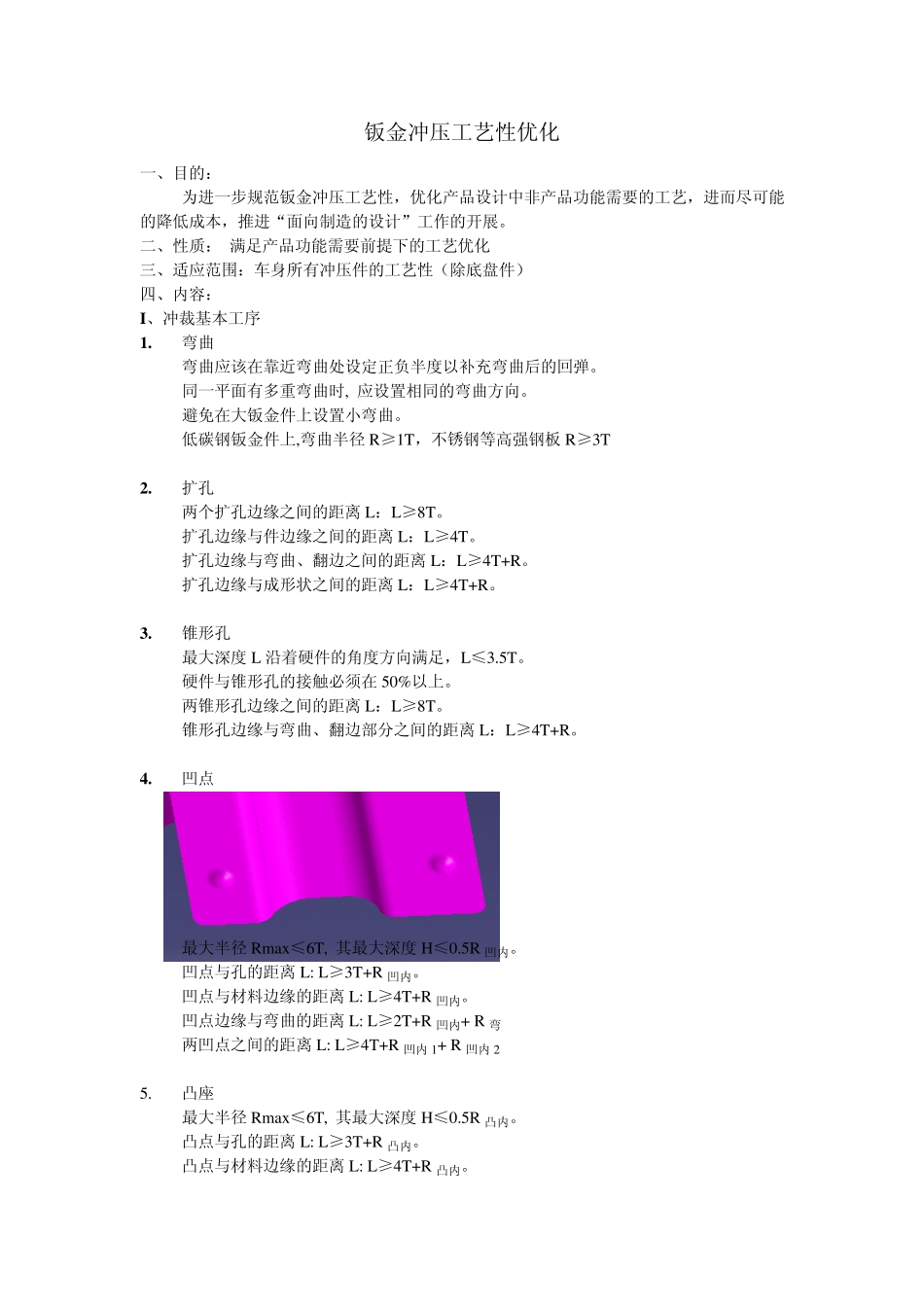
凹点 最大半径 Rmax≤6T, 其最大深度 H≤0
凹点与孔的距离 L: L≥3T+R 凹内
凹点与材料边缘的距离 L: L≥4T+R 凹内
凹点边缘与弯曲的距离 L: L≥2T+R 凹内+ R 弯 两凹点之间的距离 L: L≥4T+R 凹内 1+ R 凹内 2 5
凸座 最大半径 Rmax≤6T, 其最大深度 H≤0
凸点与孔的距离 L: L≥3T+R 凸内
凸点与材料边缘的距离 L: L≥4T+R 凸内
凸点边缘与弯曲的距离L: L≥2T+R 凸内+ R 弯 两凸点之间的距离L: L≥4T+R 凸内1+ R 凸内2 V 形凸座的最大高度H: H≤3T
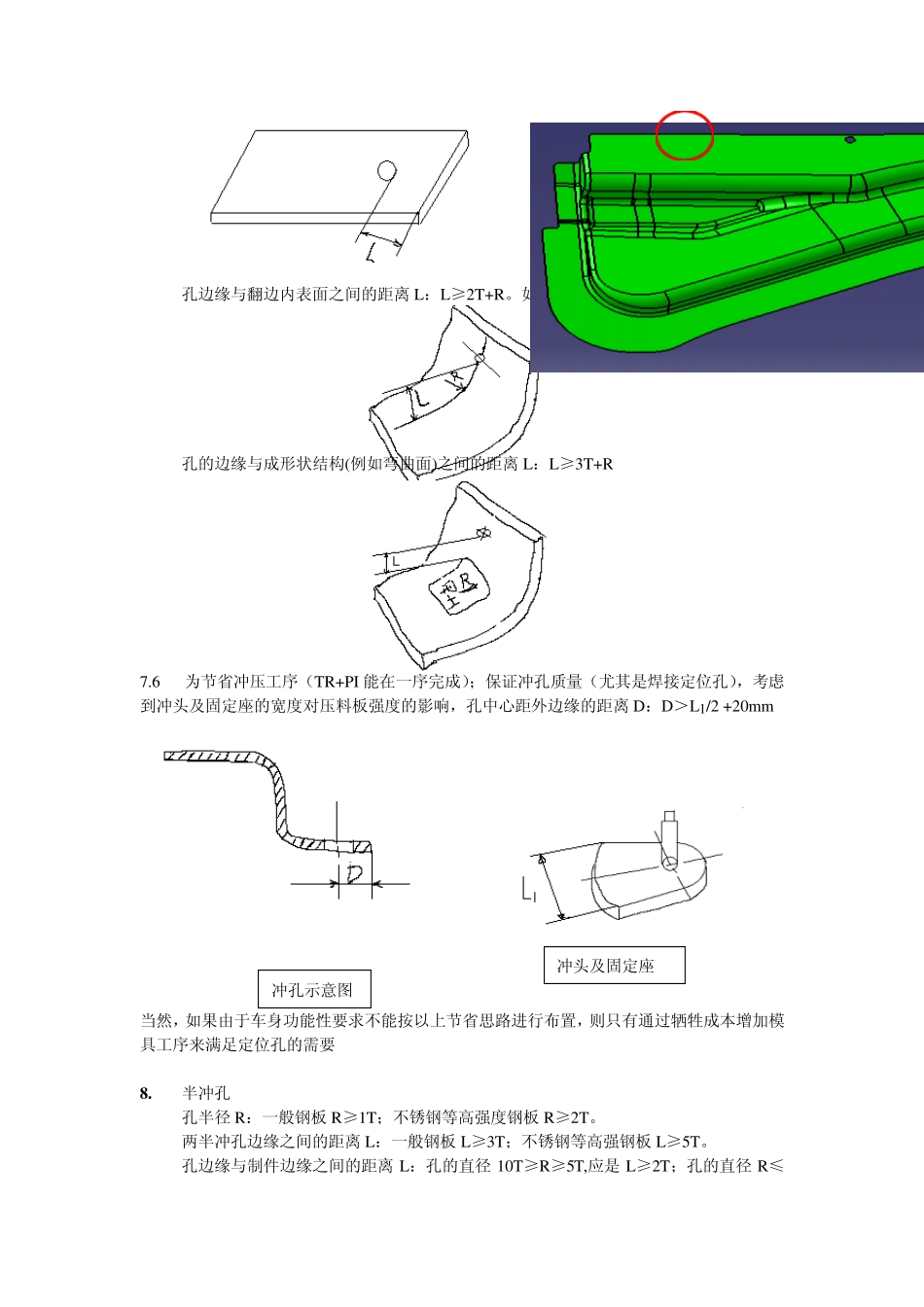
翻边(包括翻孔) 不带缺口翻边部分的宽度W:W≥2
5T+R 翻消除翻边应力的工艺缺口处翻边部