1 压力中心的计算 压力中心的确定 模具压力中心是指冲压时诸冲压力合力的作用点位置
为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合
否则,会使冲模和压力机滑块产生偏心载荷,使滑块和导轨间产生过大的磨损,模具导向零件加速磨损,降低模具和压力机的使用寿命
冲模的压力中心,可按下述原则来确定: 1.对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心
2.工件形状相同且分布位置对称时,冲模的压力中心与零件的对称中心相重合
3.形状复杂的零件、多孔冲模、 级进模的 压力中心可用解析计算法求出冲模压力中心
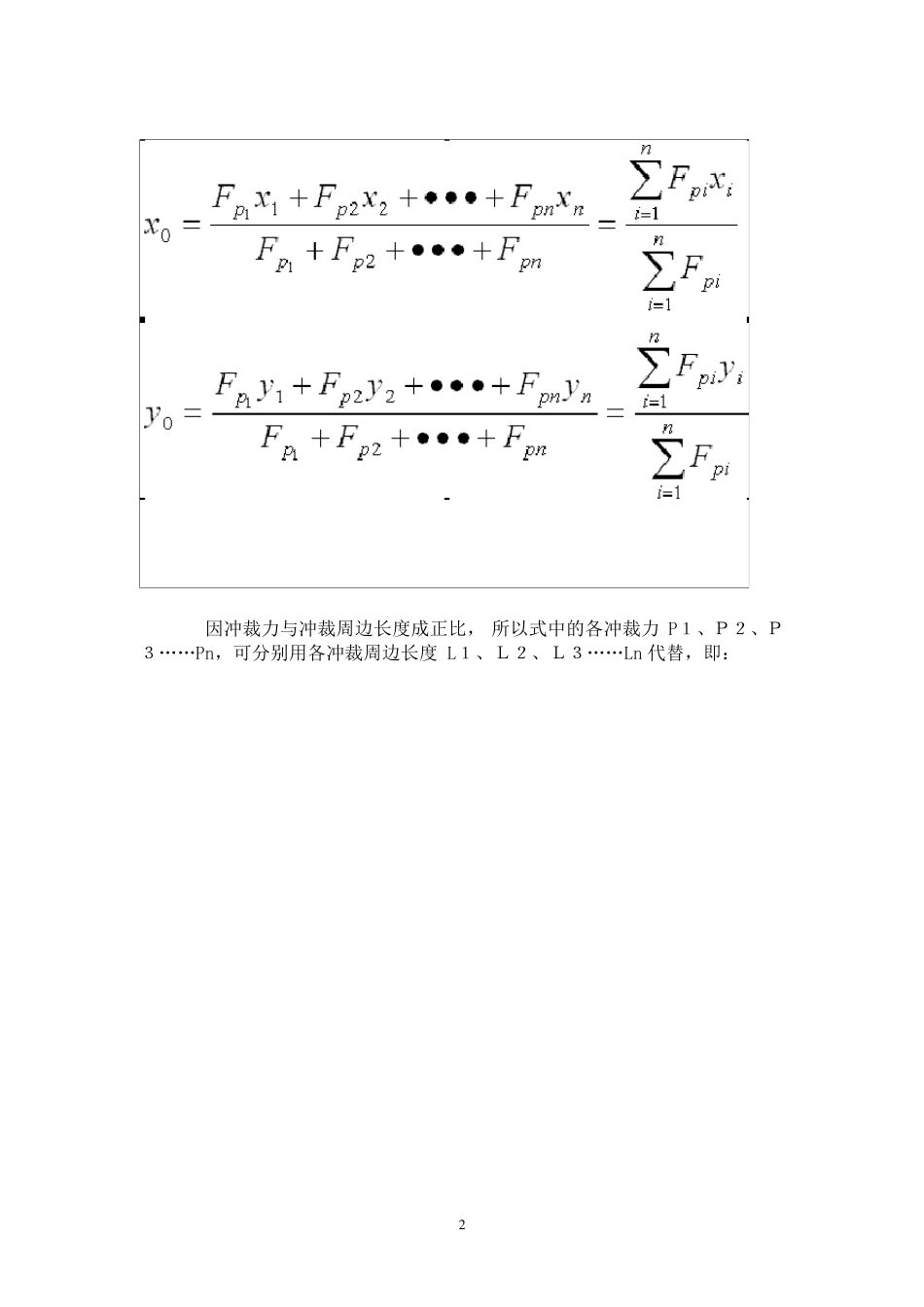
解析法的计算依据是:各分力对某坐标轴的力矩之代数和 等于诸力的 合力对该轴的力矩
求出合力作用点的 座标 位置 O0(x0,y0),即为所求模具的压力中心(图 2)
图 2 解析法求压力中心 计算公式为: 2 因冲裁力与冲裁周边长度成正比, 所以式中的各冲裁力 P1、P2、P3……Pn,可分别用各冲裁周边长度 L1、L2、L3……Ln 代替,即: 3 冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一
用普通平刃口模具冲裁时,其冲裁力F 一般按下式计算: 式中 F——冲裁力; L——冲裁周边长度; t——材料厚度; ——材料抗剪强度; K——系数
系数 K 是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数
一般取 K=1
为计算简便,也可按下式估算冲裁力: 式中——材料的抗拉强度
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上
为使冲裁工作继续进行,