3K8501
9380(N)797810 (N)1
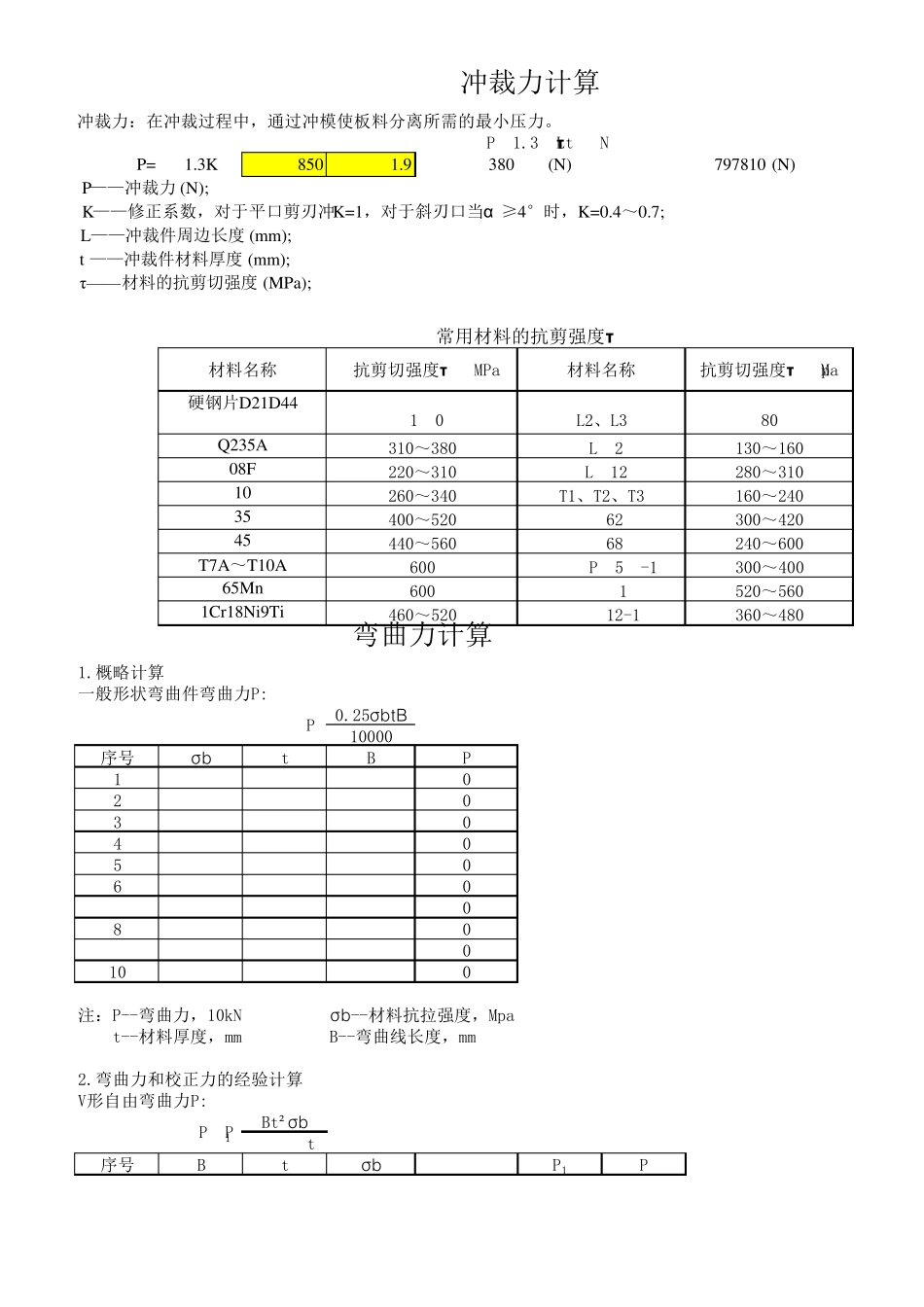
概略计算一般形状弯曲件弯曲力P:0
25σ btB10000序号 σ btBP102030405060708090100注:P--弯曲力,10kNσ b--材料抗拉强度,Mpa t--材料厚度,mmB--弯曲线长度,mm2
弯曲力和校正力的经验计算V形自由弯曲力P:Bt²σ br+t序号 Btσ brP1P弯曲力计算P=P=P1= 冲裁力:在冲裁过程中,通过冲模使板料分离所需的最小压力
3KLtτ (N) P——冲裁力 (N); K——修正系数,对于平口剪刃冲K=1,对于斜刃口当α ≥4°时,K=0
7; L——冲裁件周边长度 (mm); t ——冲裁件材料厚度 (mm); τ— — 材料的抗剪切强度 (MPa);常用材料的抗剪强度τ材料名称抗剪切强度τ /MPa材料名称抗剪切强度τ /Mpa硬钢片D21D44190L2、L380Q235A310~380LF2130~160240~60008F220~310LY12280~31010260~340T1、T2、T3160~240600QA17520~56035400~520H62300~42045440~560H681Cr18Ni9Ti460~520QA12-19360~480冲裁力计算T7A~T10A600HPb59-1300~40065Mn1212334454834832#DIV/0
#DIV/0
3#DIV/0
#DIV/0
4#DIV/0
#DIV/0
5#DIV/0
#DIV/0
6#DIV/0
#DIV/0
7#DIV/0
#DIV/0
8#DIV/0
#DIV/0
9#DIV/0
#DIV/0
10#DIV/0
#DIV/0
V形校正弯曲力P:P=P2=Aq序号 AqP2P1002003004005006007008009001000U