裡注射行程与螺杆长度前言注塑机的螺杆长度与注射行程,骤眼看起来是两回事,其实两者存在微妙的成品“质与量”的关系
文中推论出它们的比率是个质的尺度
问题在比较注塑机规格时,会发觉两台相同螺杆直径的注塑机,注射容量不相同
原因是它们的注射行程不相同
注射行程大是优点吗
为何另一台注塑机的注射行程不设计大一点
问题有客户注塑成品时觉得不满意,但转用大一级注塑机后便满意,原因何在
问题课本推荐只用注射容量重量的,何解
长径比螺杆的长度,一般不用绝对长度,而用相对于直径的长度来衡量
这样,不同直径的螺杆亦可比较长度
这个长度叫长径比,以代表()
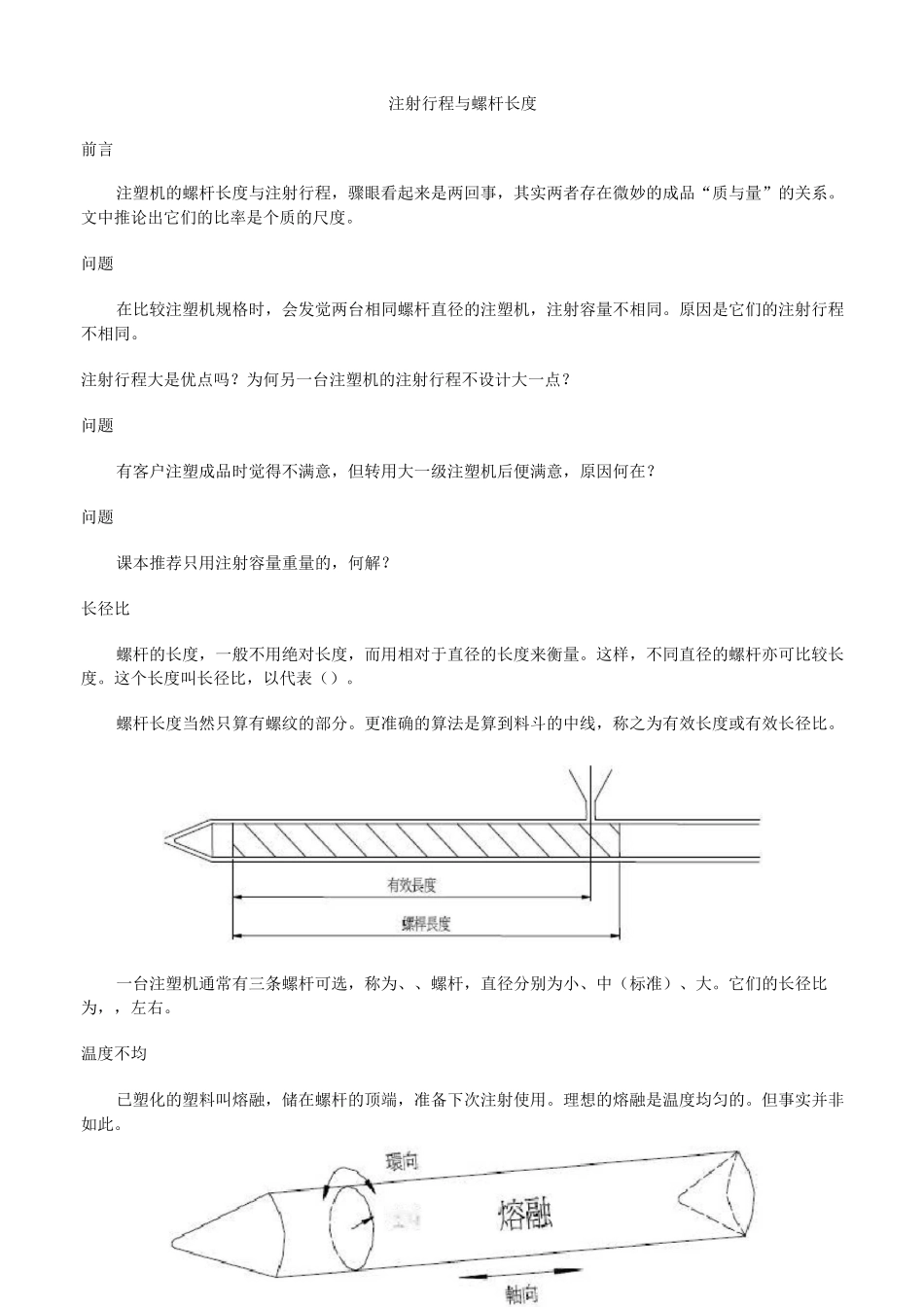
螺杆长度当然只算有螺纹的部分
更准确的算法是算到料斗的中线,称之为有效长度或有效长径比
一台注塑机通常有三条螺杆可选,称为、、螺杆,直径分别为小、中(标准)、大
它们的长径比为,,左右
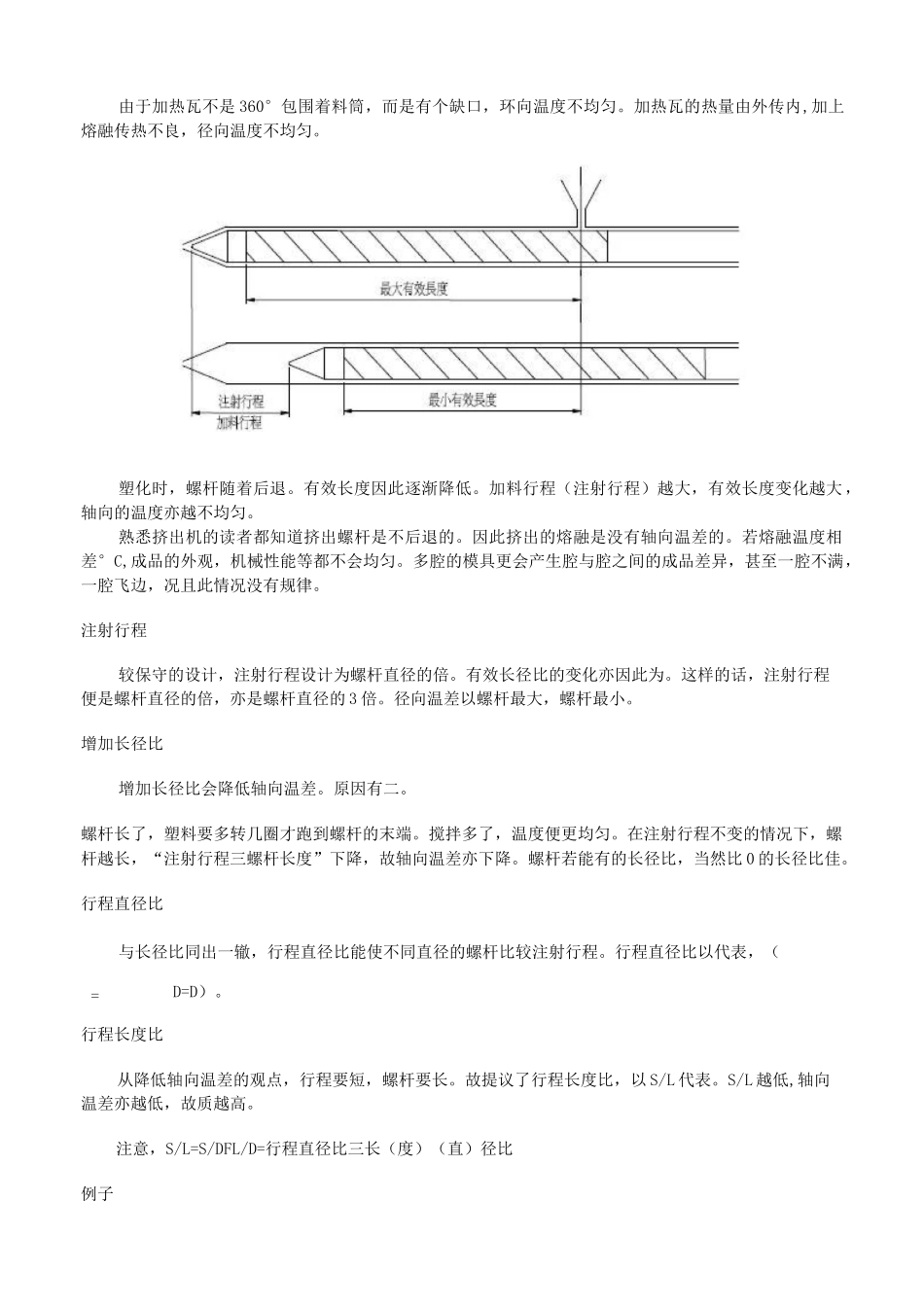
温度不均已塑化的塑料叫熔融,储在螺杆的顶端,准备下次注射使用
理想的熔融是温度均匀的
但事实并非如此
=由于加热瓦不是 360°包围着料筒,而是有个缺口,环向温度不均匀
加热瓦的热量由外传内,加上熔融传热不良,径向温度不均匀
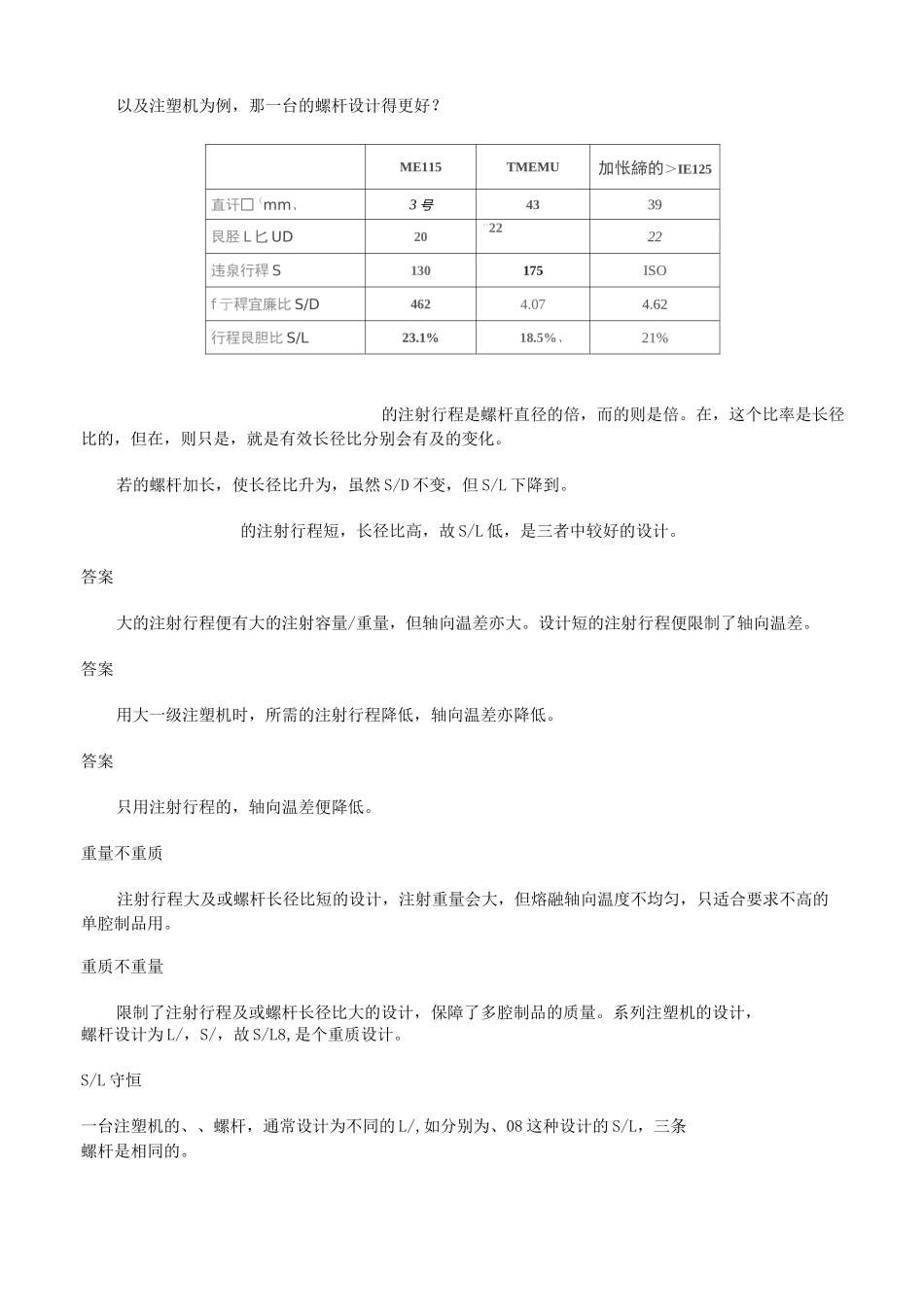
塑化时,螺杆随着后退
有效长度因此逐渐降低
加料行程(注射行程)越大,有效长度变化越大,轴向的温度亦越不均匀
熟悉挤出机的读者都知道挤出螺杆是不后退的
因此挤出的熔融是没有轴向温差的
若熔融温度相差°C,成品的外观,机械性能等都不会均匀
多腔的模具更会产生腔与腔之间的成品差异,甚至一腔不满,一腔飞边,况且此情况没有规律
注射行程较保守的设计,注射行程设计为螺杆直径的倍
有效长径比的变化亦因此为
这样的话,注射行程便是螺杆直径的倍,亦是螺杆直径的 3 倍
径向温差以螺杆最大,螺杆最小
增加长径比增加长径比会降低轴向温差
螺杆长了,塑料要多转几圈才跑到螺杆的末端
搅拌多了,温度便更均匀
在注射行程不变的情况下,螺杆越长,“注射行程三