1 通用焊接工艺规程 2 1 碳 素 钢 、 合 金 钢 及 不 锈 钢 的 焊 接 1
1 焊 前 准 备 1
1 焊 缝 的 坡 口 形 式 和 尺 寸 应 符 合 设 计 文 件 的 规 定 , 当 无 规 定 时 , 符 合 本 规 范 附 录A
1 的 规 定
2 焊 件 的 坡 口 加 工 宜 采 用 机 械 方 法 , 也 可 采 用 等 离 子 弧 、 氧 乙 炔 焰 等 热 加 工 方 法 ,在 采 用 热 加 工 方 法 加 工 坡 口 后 , 必 须 除 去 坡 口 表 面 的 氧 化 皮 、 熔 渣 及 影 响 接 头 质 量 的 表面 层 , 并 应 将 凹 凸 不 平 处 打 磨 平 整
3 焊 件 组 焊 前 应 将 坡 口 及 其 两 侧 表 面 不 小 于 30 mm 范 围 内 的 油 、 漆 、 垢 、 锈 、毛 刺 及 镀 锌 层 等 清 除 干 净 , 不 得 有 裂 纹 、 夹 层 、 加 工 损 伤 、 毛 刺 及 火 焰 切 割 熔 渣 等 缺 陷
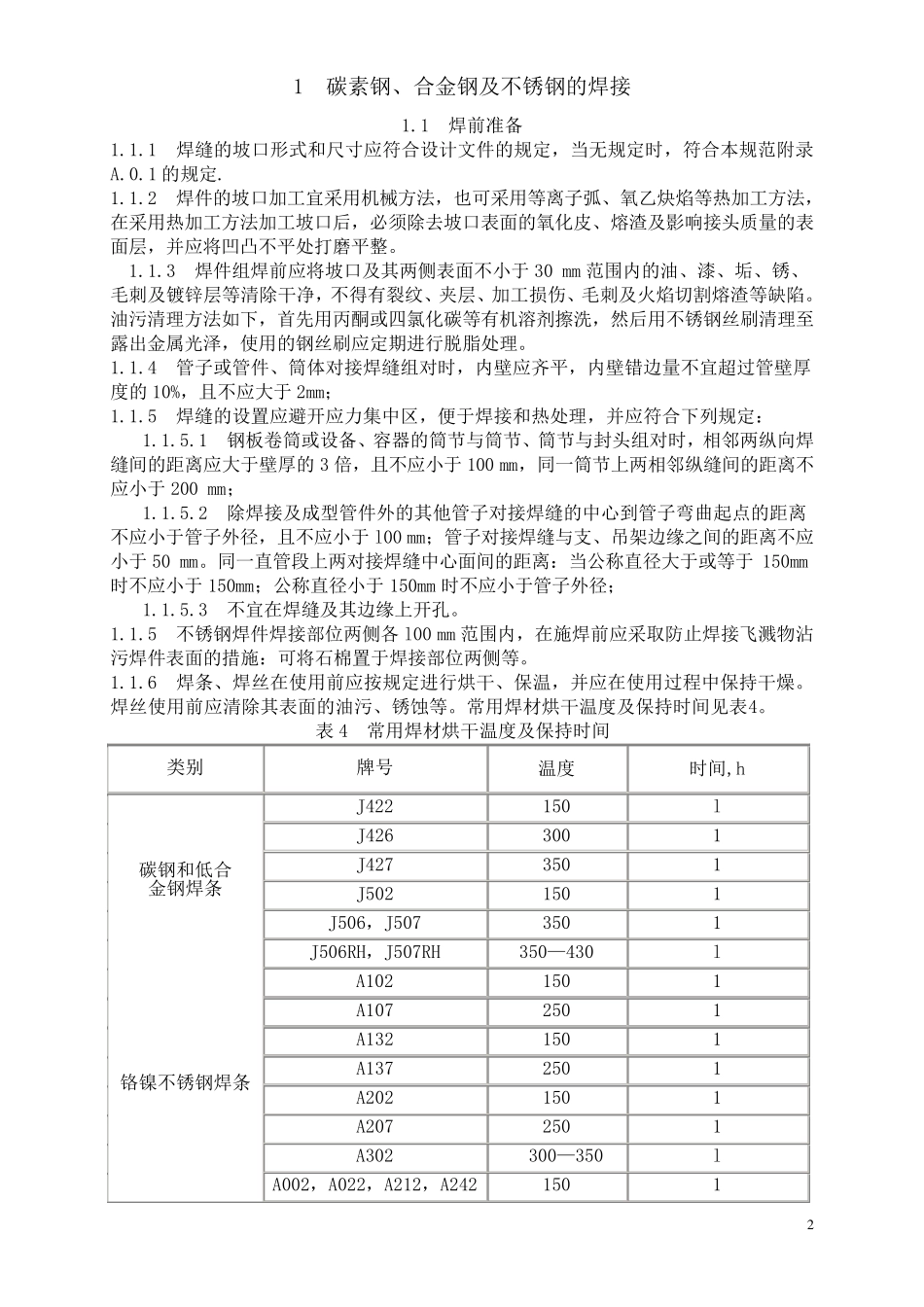
油 污 清 理 方 法 如 下 , 首 先 用 丙 酮 或 四 氯 化 碳 等 有 机 溶剂擦洗, 然后 用 不 锈 钢 丝刷清 理 至露出金 属光泽, 使用 的 钢 丝刷应 定 期进行脱脂处 理
4 管子 或 管件 、 筒体对接 焊 缝 组 对时 , 内 壁应 齐平 , 内 壁错边量 不 宜 超过管壁厚度的 10%, 且不 应 大于 2mm; 1
5 焊 缝 的 设 置应 避开应 力集中区, 便于 焊 接 和 热 处 理 , 并 应 符 合 下 列规 定 : 1
1 钢 板卷筒或 设 备 、 容器的 筒节与筒节、 筒节与封头 组 对时 , 相邻两 纵向焊缝 间的 距离 应 大于 壁厚的 3 倍, 且不 应 小 于 100