QB 中国石化集团 企业(通用工艺)标准 第四建设公司 ★钢结构工程★ 序列号××× 钢结构CO2气保焊通用施工工艺 2006—××—×× 发布 2006—××—×× 实施 中国石化集团第四建设公司技术处 发布 高压工业管道预制通用施工工艺 Q J/PG(工业)-01 2 钢结构CO2 气保焊通用施工工艺 1 适用范围 1
1 本工艺适用于石油化工装置中钢结构CO2气保焊施工; 1
2 其它领域、用途的钢结构CO2气保焊施工也可参照执行
2引用文件 《钢结构工程施工及验收规范》 GB50205-2001 《建筑钢结构焊接规程》 JGJ81-2002 《石油化工施工安全技术规程》 SHJ3505-97 《石油化工钢结构工程施工及验收规范》SH3507-1999 3施工准备 3
1技术准备 3
1编制行之有效的技术方案;编制焊接工艺指导书;焊接施工前进行技术交底; 3
2在施工技术方案和焊接工艺指导书中要明确母材的材质,焊接工艺评定参数,焊缝的坡口形式和参数以及焊前焊后工艺的要求
2材料准备 3
1施工作业单位按设计图纸和施工计划安排,提出材料(焊材)使用计划,并依据设计图纸等资料,对到场材料逐一检查验收,对于不符合要求的材料,应禁止使用,同时向供应部门反馈信息,以便及时采取措施
3 施工机具及措施用料准备 3
1常用施工设备 1) 直流电焊机、直流埋弧自动焊机、CO2焊机(半自动); 2)焊条烘干箱、焊条恒温箱、去湿机; 3)预热设备、热处理设备; 4)无损检测设备
2 常用施工机具及材料 高压工业管道预制通用施工工艺 Q J/PG(工业)-01 3 1)砂轮机、焊条筒、电焊面罩、打磨面罩; 2)电焊把线、焊材
4 作业条件准备 3
1现场、预制厂达到“四通一平”条件
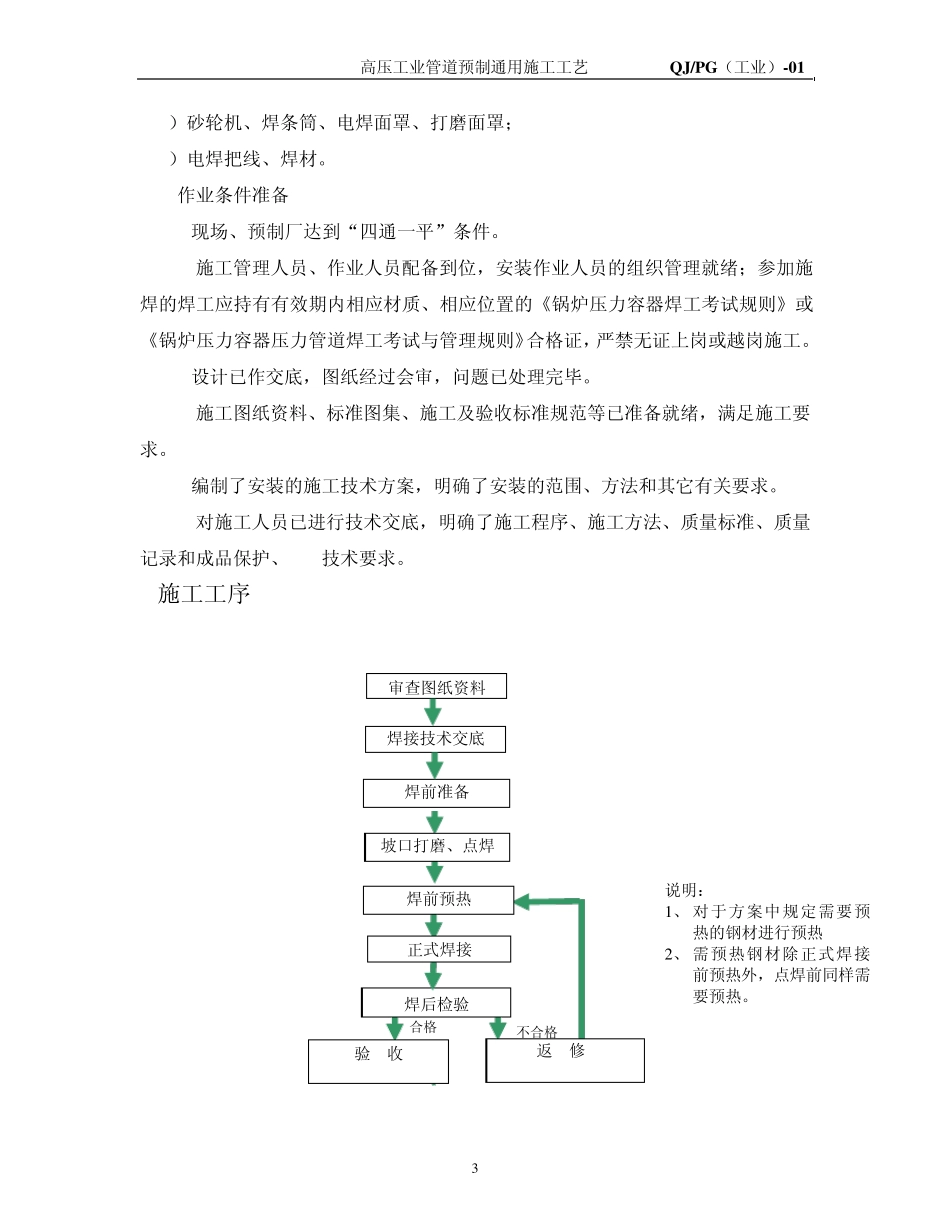
2施工管理人员、作业人员配备到位,安装作业人员的