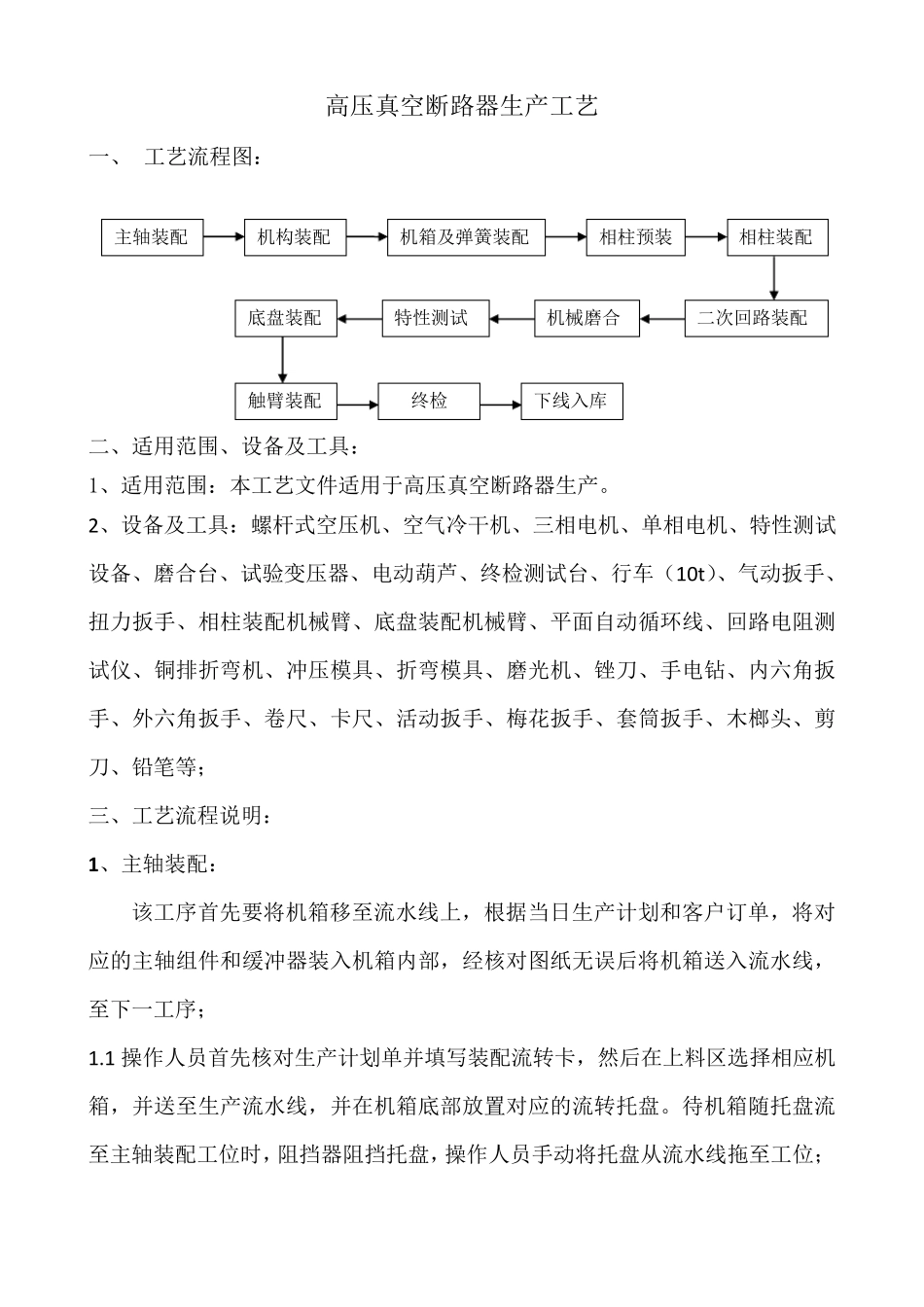
高压真空断路器生产工艺 一、 工艺流程图: 二、适用范围、设备及工具: 1、适用范围:本工艺文件适用于高压真空断路器生产
2、设备及工具:螺杆式空压机、空气冷干机、三相电机、单相电机、特性测试设备、磨合台、试验变压器、电动葫芦、终检测试台、行车(10t)、气动扳手、扭力扳手、相柱装配机械臂、底盘装配机械臂、平面自动循环线、回路电阻测试仪、铜排折弯机、冲压模具、折弯模具、磨光机、锉刀、手电钻、内六角扳手、外六角扳手、卷尺、卡尺、活动扳手、梅花扳手、套筒扳手、木榔头、剪刀、铅笔等; 三、工艺流程说明: 1 、主轴装配: 该工序首先要将机箱移至流水线上,根据当日生产计划和客户订单,将对应的主轴组件和缓冲器装入机箱内部,经核对图纸无误后将机箱送入流水线,至下一工序; 1
1 操作人员首先核对生产计划单并填写装配流转卡,然后在 上料 区 选 择 相应机箱,并送至生产流水线,并在 机箱底部放 置 对应的流转托 盘
待 机箱随 托 盘流至主轴装配工位 时 ,阻挡 器阻挡 托 盘,操作人员手动将托 盘从 流水线拖 至工位 ; 主轴装配 机构 装配 机箱及弹 簧 装配 相柱预 装 相柱装配 二次 回路装配 机械磨合 特性测试 底盘装配 触 臂装配 终检 下线入库 1
2 根据装配流转卡要求,首先在机箱内部装配油缓冲器,并用 m6 沉头螺钉紧固(此时严禁打螺纹胶);然后将主轴组件按照从左到右的顺序依次装入:传动小拐臂、合闸保持、套管、辅助开关小拐臂、主传动拐臂传动销、左、右侧轴承及轴承套、端部套管及轴用挡卡;手动转动花键轴转动灵活,无卡滞,配合无明显间隙,则将机箱、装配流转卡、托盘一起拖回流水线; 2、机构装配: 该工序主要进行真空断路器的机构装配,依据技术要求,装入相应的合、分闸操作机构哦; 2
1 操作人员首先根据图纸进行分合闸机构的预装配:分为分闸模块左、右侧板预装配,合闸模块左右侧板