钢箱梁焊接质量控制措施 为确保主桥钢箱梁工程焊接质量,特编制本措施
1、编制依据 1
1 设计文件 《桥梁工程—桥梁工程设计说明及图纸》 设计交底及图纸会审记录
2 有关规范及标准 《公路工程技术标准》 (JTG B01-2003) 《公路桥涵设计通用规范》 (JTG D60-2004) 《公路桥涵施工技术规范》 (JTG/T F50-2011) 2、编制范围 本方案针对 XXX 桥梁工程—主桥钢箱梁焊接工程编制
3、工程概况 本工程位于 XXX,是拱结构支撑的钢连续箱梁桥
4、工作内容 钢箱梁工地焊接主要包括梁段环缝对接、梁段纵缝对接、嵌补段对接
梁段环缝对接系指顶板、底板、腹板横向对接焊缝
纵缝焊接和环缝焊接完成后,再进行结构嵌补段焊接,有 U 形肋嵌补段、球扁钢嵌补段、T 型肋补段、I 型钢补段等
还有加劲板、封板等焊接
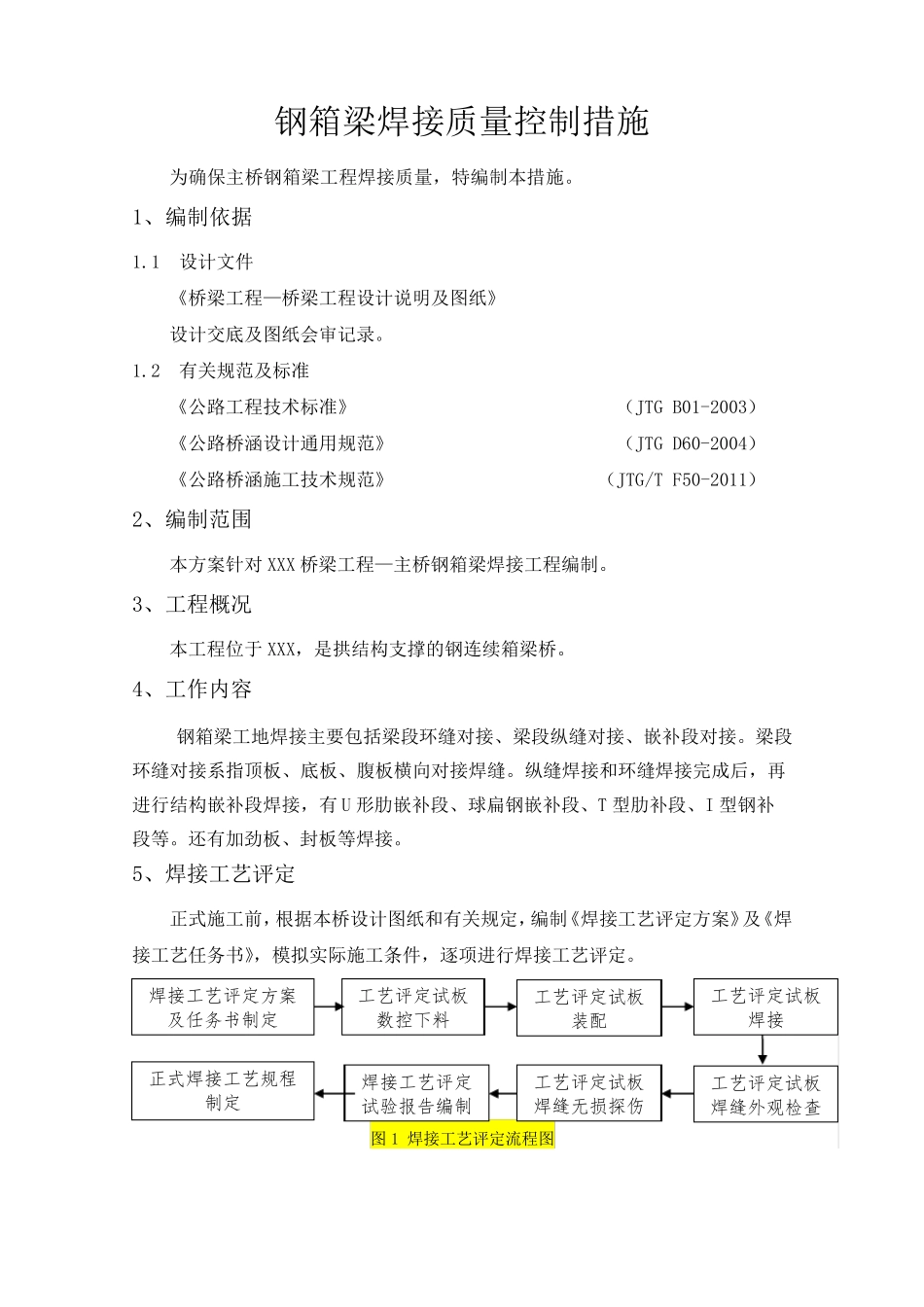
5、焊接工艺评定 正式施工前,根据本桥设计图纸和有关规定,编制《焊接工艺评定方案》及《焊接工艺任务书》,模拟实际施工条件,逐项进行焊接工艺评定
图 1 焊接工艺评定流程图 焊接工艺评定方案及任务书制定 工艺评定试板数控下料 工艺评定试板装配 工艺评定试板焊接 工艺评定试板焊缝外观检查 工艺评定试板焊缝无损探伤 焊接工艺评定试验报告编制 正式焊接工艺规程制定 6、主桥钢箱梁焊接工程技术要求 (1)加工单位对其首次采用的钢材、焊接材料、焊接接头形式、焊接方法等应进行焊接工艺评定,并根据评定报告确定焊接工艺作为指导生产性文件,并报监理工程师认可; (2)对焊缝集中、刚性较强节点编制焊接程序,将焊接应力降到最低限度; (3)焊条使用前需经350°C~400°C 烘焙二小时,焊剂使用前须经250°C左右烘焙二小时,然后存放在恒温箱中,施焊时焊条、焊剂应放在焊条保温筒中,防止受潮; (4)施焊前,焊工应复查焊件接头质量和焊区的处理情况,当不符合要