冷镦力的计算 随着国民经济的高速发展,为了配套的螺丝、五金产业也在迅猛的发展,尤其是华东华南地区,新厂要开工,小厂要扩大,老厂要提升……但从访谈中得知,他们普遍想了解螺丝、五金产业有关的基本技术知识
为此特开辟“冷成型工艺连载”专栏,希望能拨冗一读,并从中受益
冷镦力(使金属变形所需力)的大小取决于变形金属的性能、变形程度、镦锻工件的形状、摩擦条件及其他因素
从用尽可能小的力得到尽可能大的变形这一使用要求出发,必需使作用力的方向与最大变形的方向一致,这也是编制的工艺及选择的工具是否合理的一个重要标志
只有计算出冷镦所需力的大小,才能合理的选择或设计出适当功率的冷镦设备
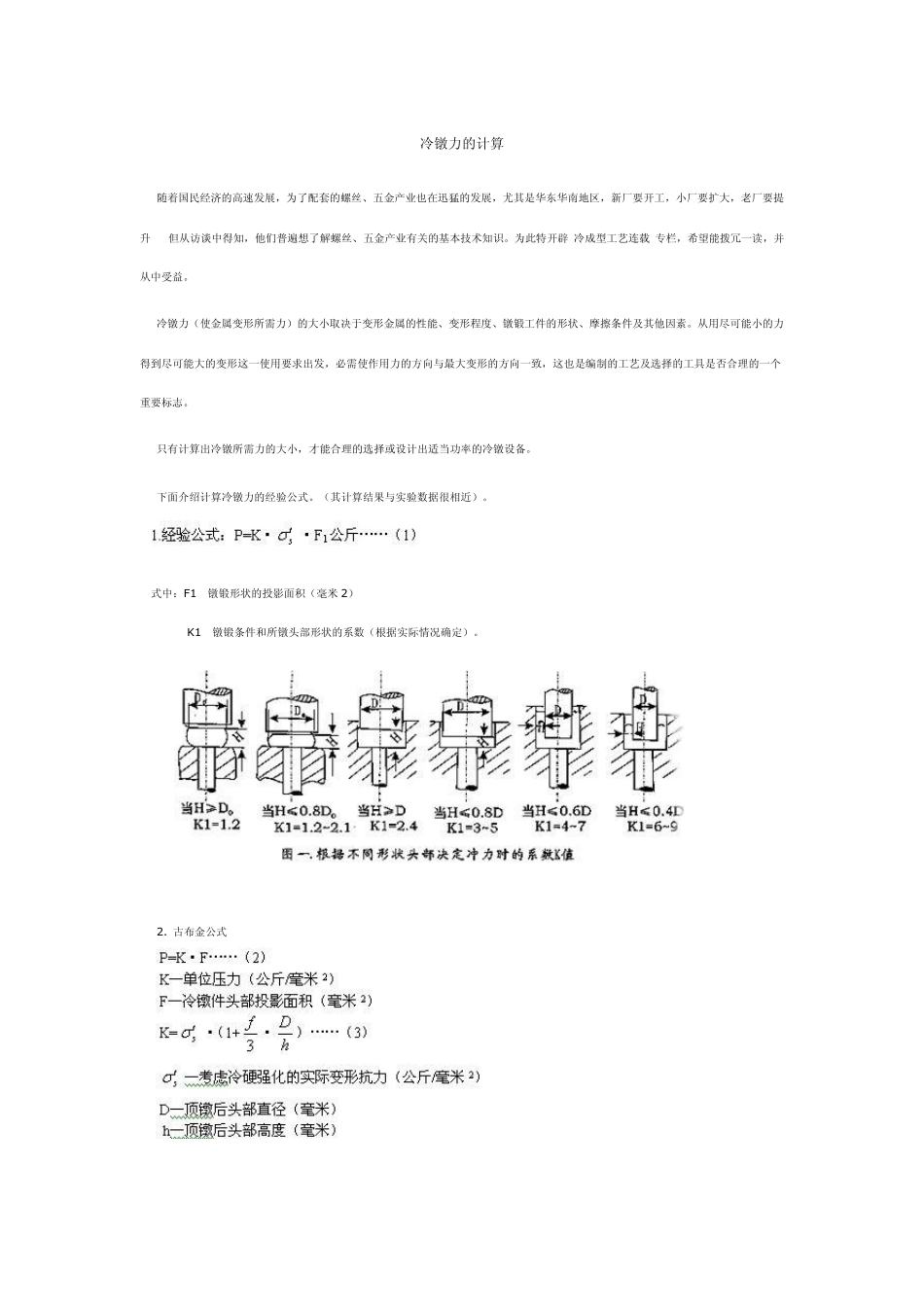
下面介绍计算冷镦力的经验公式
(其计算结果与实验数据很相近)
式中:F1—镦锻形状的投影面积(毫米 2) K1—镦锻条件和所镦头部形状的系数(根据实际情况确定)
古布金公式 由“凯尔彼拉”图查得 如果考虑机械变形,变形应力和温度的影响时,古布金公式可改写成:(工件热顶镦力的公式) 式中系数由下列资料决定: (1)r的决定: ①用上冲模自由顶镦时,取 r=1 ②在封闭上冲模锥形孔内变形并需要充满模腔时,取 r=1
75 ③无毛边的有型顶镦时取 r=1
0 ④在有薄毛刺的有型顶镦时取 r=2
5 (2)Zφ(和 Zr)的决定: ①对于半圆头、沉头、半沉头和圆信头的螺钉 Zφ=1
2(ZT=1
3) ②对于带方颈半圆头和圆柱头螺钉,方头和六角头螺钉 Zφ=1
5(ZT=1
4) ③对于复杂的和对称的特种零件 Zφ=1
8(ZT=1
5) 公式(4)(5)中的符号说明: f 摩擦系数,在无润滑状态下采用 f=0
有石墨润滑的磨光面 f=0
无石墨润滑的磨光面 f=01
工具和毛坯之精加工端面 f=0