下载后可任意编辑样题 自动化生产线装配与调试任务书一、竞赛设备及工艺过程描述YL-335B 自动生产线由供料、输送、装配、加工和分拣等 5 个工作单元组成,均设置一台 PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通信的方式实现互连,系统主令工作信号由连接到主站(输送站)PLC 的触摸屏人机界面提供,主站与各从站之间通过网络交换信息
构成分布式的控制系统
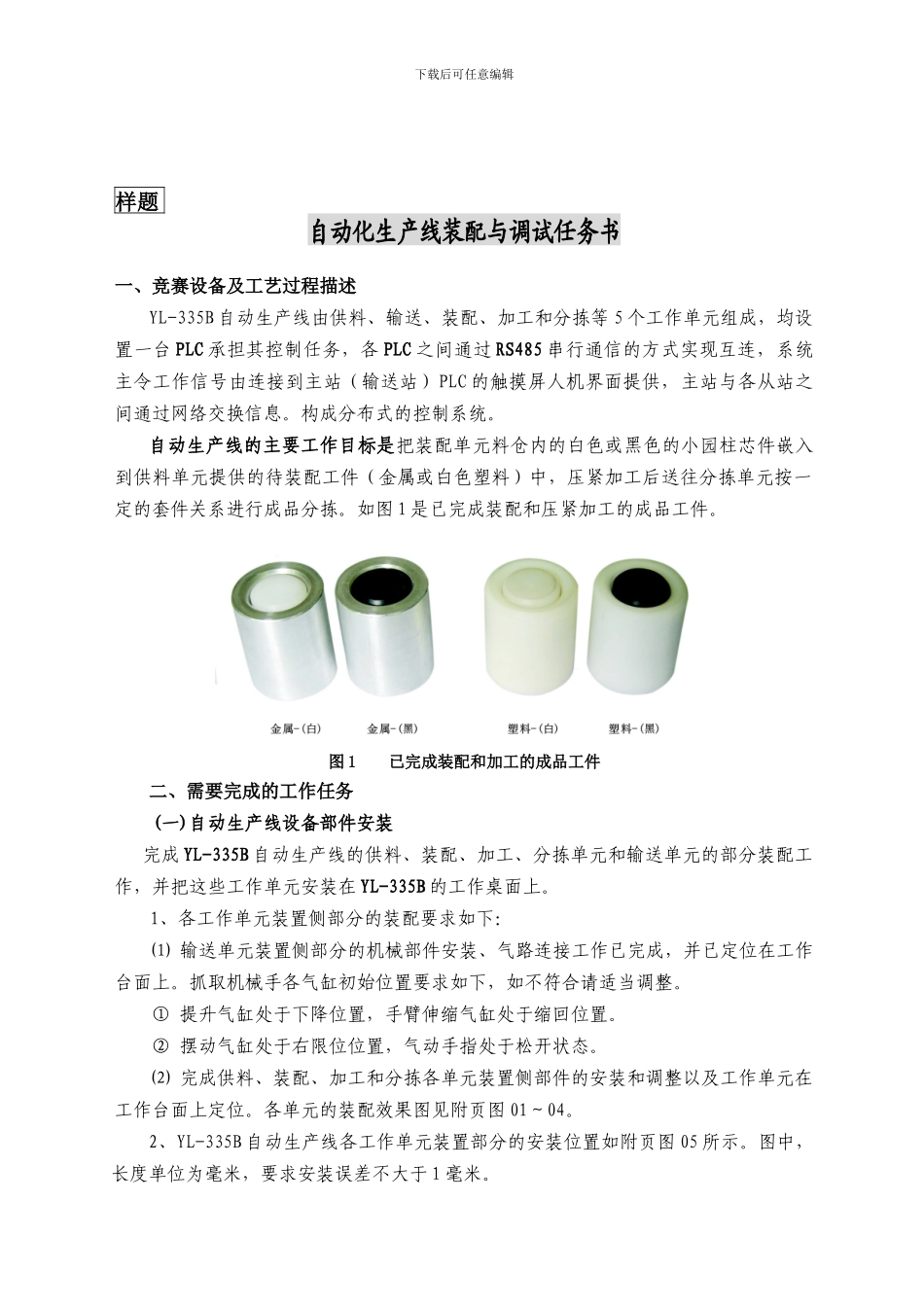
自动生产线的主要工作目标是把装配单元料仓内的白色或黑色的小园柱芯件嵌入到供料单元提供的待装配工件(金属或白色塑料)中,压紧加工后送往分拣单元按一定的套件关系进行成品分拣
如图 1 是已完成装配和压紧加工的成品工件
图 1 已完成装配和加工的成品工件二、需要完成的工作任务(一)自动生产线设备部件安装完成 YL-335B 自动生产线的供料、装配、加工、分拣单元和输送单元的部分装配工作,并把这些工作单元安装在 YL-335B 的工作桌面上
1、各工作单元装置侧部分的装配要求如下:⑴ 输送单元装置侧部分的机械部件安装、气路连接工作已完成,并已定位在工作台面上
抓取机械手各气缸初始位置要求如下,如不符合请适当调整
① 提升气缸处于下降位置,手臂伸缩气缸处于缩回位置
② 摆动气缸处于右限位位置,气动手指处于松开状态
⑵ 完成供料、装配、加工和分拣各单元装置侧部件的安装和调整以及工作单元在工作台面上定位
各单元的装配效果图见附页图 01~04
2、YL-335B 自动生产线各工作单元装置部分的安装位置如附页图 05 所示
图中,长度单位为毫米,要求安装误差不大于 1 毫米
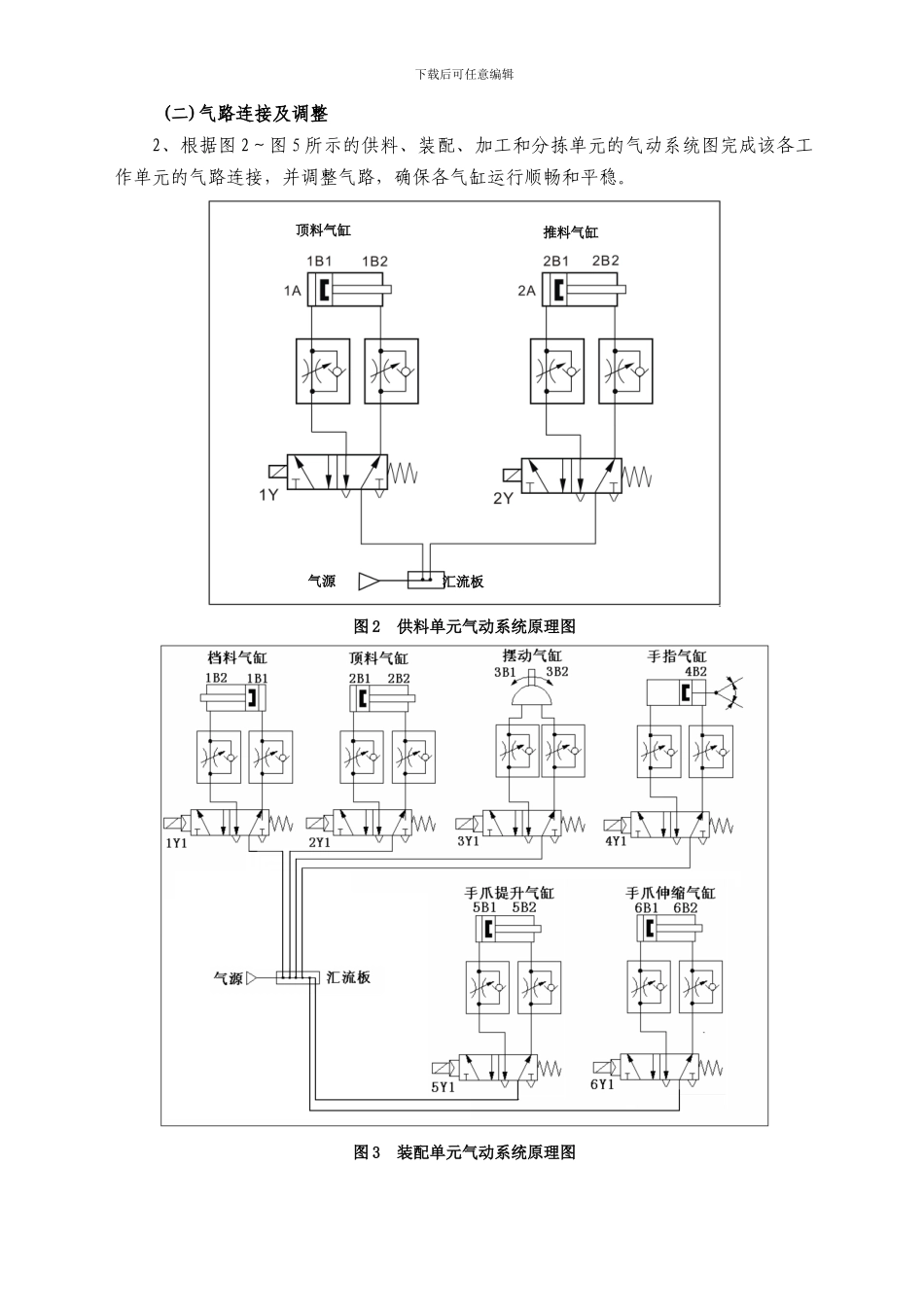
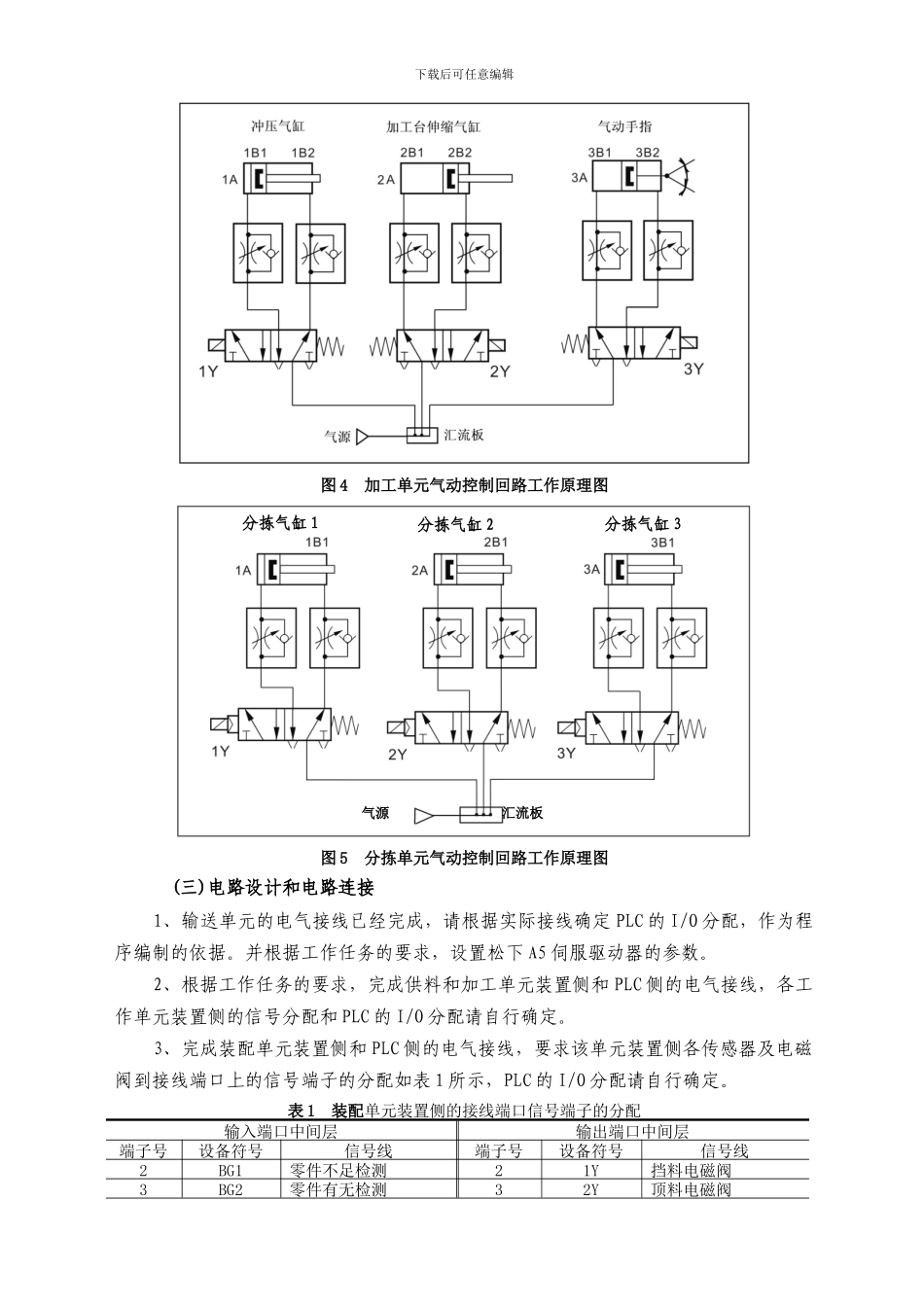
下载后可任意编辑 (二)气路连接及调整2、根据图 2~图 5 所示的供料、装配、加工和分拣单元的气动系统图完成该各工作单元的气路连接,并调整气路,确保各气缸运行顺畅和平稳
图 2 供料单元气动系统原理图图 3 装配单元气动系统原理图顶料气缸推料气缸气源