9 第 十 二章 铅阳极浇铸 12
1 工艺概述 脱 铜 除 杂 后 的 铅 液 通 过 铅 泵 泵 入 阳 极 浇 铸 锅 , 然 后 用 铅 泵 转 运 到 阳 极 浇 铸 机 组 铅 液 保 持 炉中 , 再 利 用 机 组 自 带 铅 泵 将 铅 液 保 持 炉 中 的 铅 液 送 入 定 量 浇 铸 勺 , 浇 铸 勺 通 过 倾 翻 动 作 将 铅 液 注入 阳 极 浇 铸 机 组 的 模 具 中 , 同 时 , 剩 余 铅 液 则 返 回 到 保 持 炉 中
从 立 式 铸 造 机 推 出 的 阳 极 板 , 下降 到 铸 造 机 主 体 下 部 的 接 受 机 后 回 转 90 度 , 以 水 平 状 态 经 过 矫 正 机 把 阳 极 板 的 弯 曲 矫 正 而 平 滑化
其 后 , 把 阳 极 板 装 在 移 载 机 , 移 动 到 起 重 、提 升 、推 出 机 、回 转 90 度 而 垂 直 竖 起 来 , 用 起 重机 提 升 后 , 用 推 出 机 推 出 到 齐 排 输 送 机 , 铅 阳 极 板 通 过 铅 阳 极 板 自 动 输 送 线 送 至 铅 电 解 车 间
浇铸 的 阳 极 板 每 块 为 370kg, 尺 寸 为 1190×800×34mm( 有 效 )
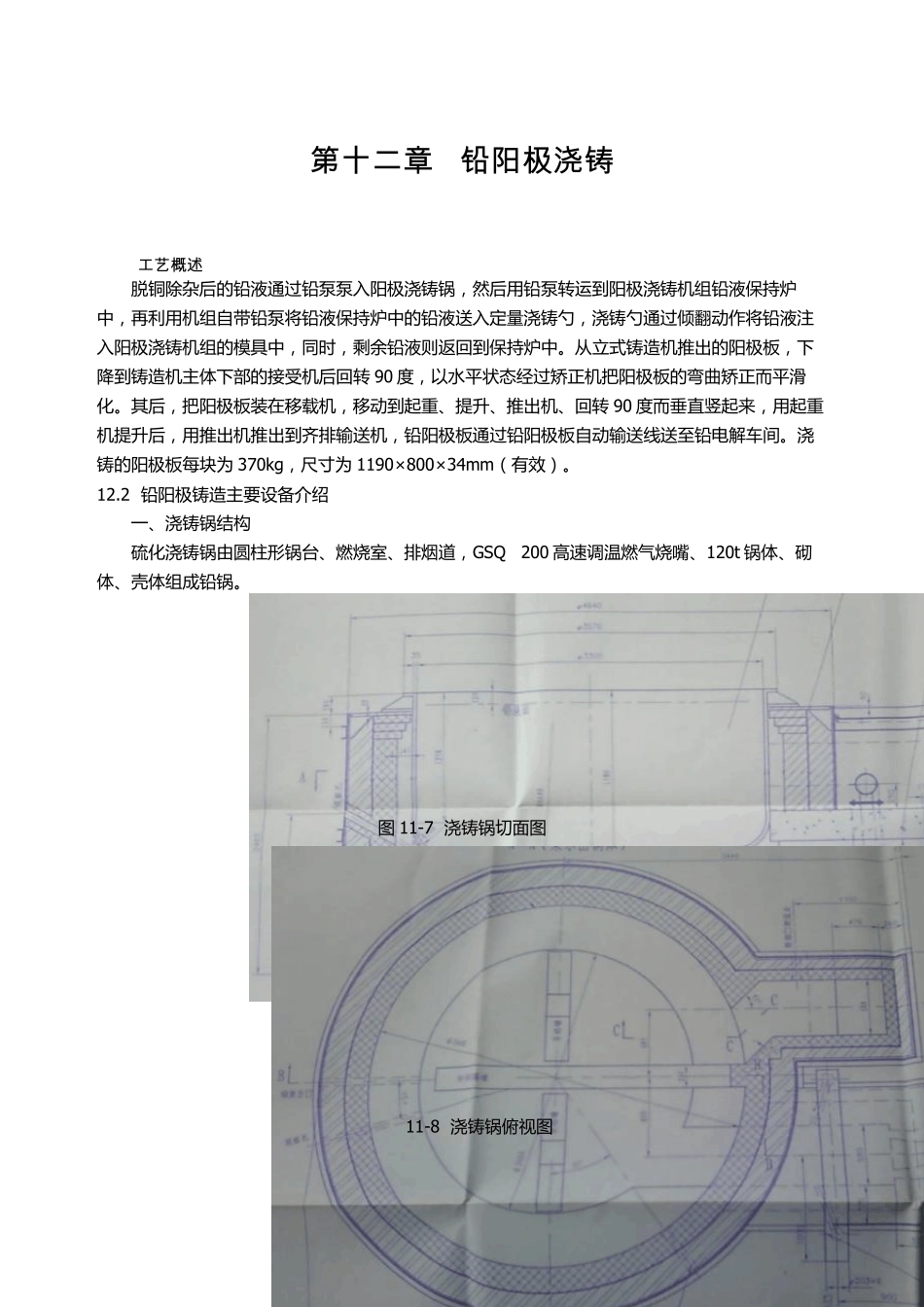
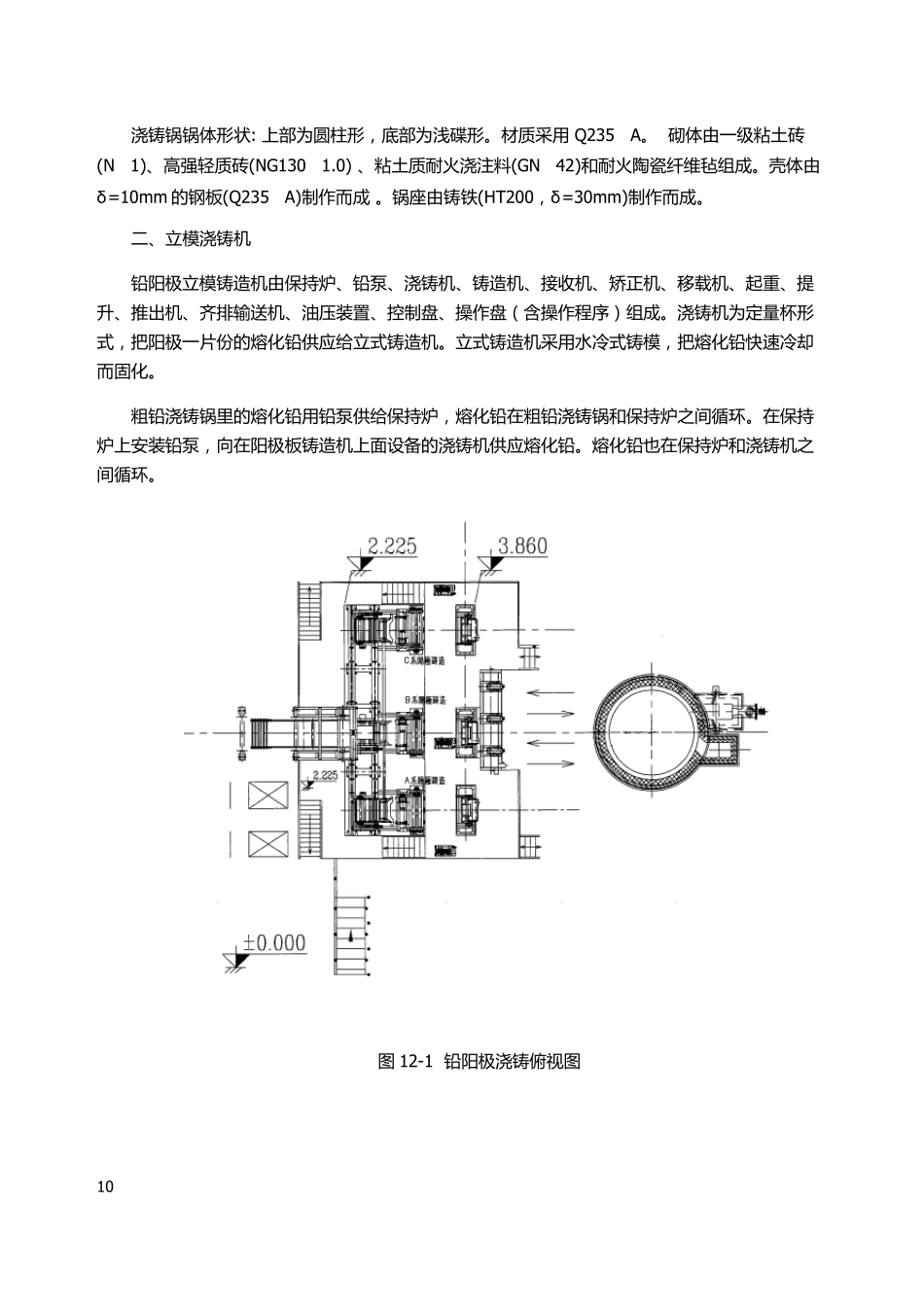
2 铅 阳 极 铸 造 主 要 设 备 介 绍 一 、浇 铸 锅 结 构 硫 化 浇 铸 锅 由 圆 柱 形 锅 台、燃烧室、排 烟道, GSQ—200 高速调温燃气烧嘴、120t锅 体 、砌体 、壳体 组 成铅 锅
图 11-7 浇 铸 锅 切面图 11-8 浇 铸 锅 俯视图 10 浇 铸 锅 锅 体 形 状 : 上 部 为 圆 柱 形 , 底 部 为 浅 碟 形
材 质 采 用 Q235—A
砌 体 由 一 级 粘 土 砖(N—1)、高强轻质