一、 铝合金的挤压生产 挤压生产工艺流程: 1、挤压时金属的变形过程分为三个阶段: ⑴填充挤压阶段;⑵平流压出阶段;⑶紊流压出阶段
2、挤压比〔λ〕:挤压筒内铝棒的截面积与挤出型材的截面积之比,称为挤压比〔λ〕或挤压系数〔λ〕
挤压6063 型材时,挤压比〔λ〕在什么X 围内最适宜
挤压系数是挤压工艺最重要内容,根据制品外形和截面面积选择挤压筒的直径
挤压系数一般>9
平模当λ=9~40 时使用寿命较长,分流模的挤压系数应在20~70X 围内
系数过小会产生焊接不良
所以挤压空心型材的挤压系数比实心型材的大
如挤压Φ101×25 管材,当λ=15 时焊合不好,选择λ=38 时管材焊合良好
挤压系数太大,挤压困难,而且因铝棒较短造成产品的成品率太低,影响经济技术指标
3、生产过程中如何控制挤压温度
铝棒温度应保持在440~520℃之间〔以6063 为例〕,加热时间均大于6 小时
挤压筒加热到400~440℃
模具温度为400~510℃,保温时间1~4 小时
4、选择挤压温度应遵循哪些原那么
6063 合金铝棒挤压温度通常在470~510℃之间,有时也可在较低温度下挤压
选择铝棒温度的原那么:⑴为获得较高的机械性能,应选择较高的挤压温度;
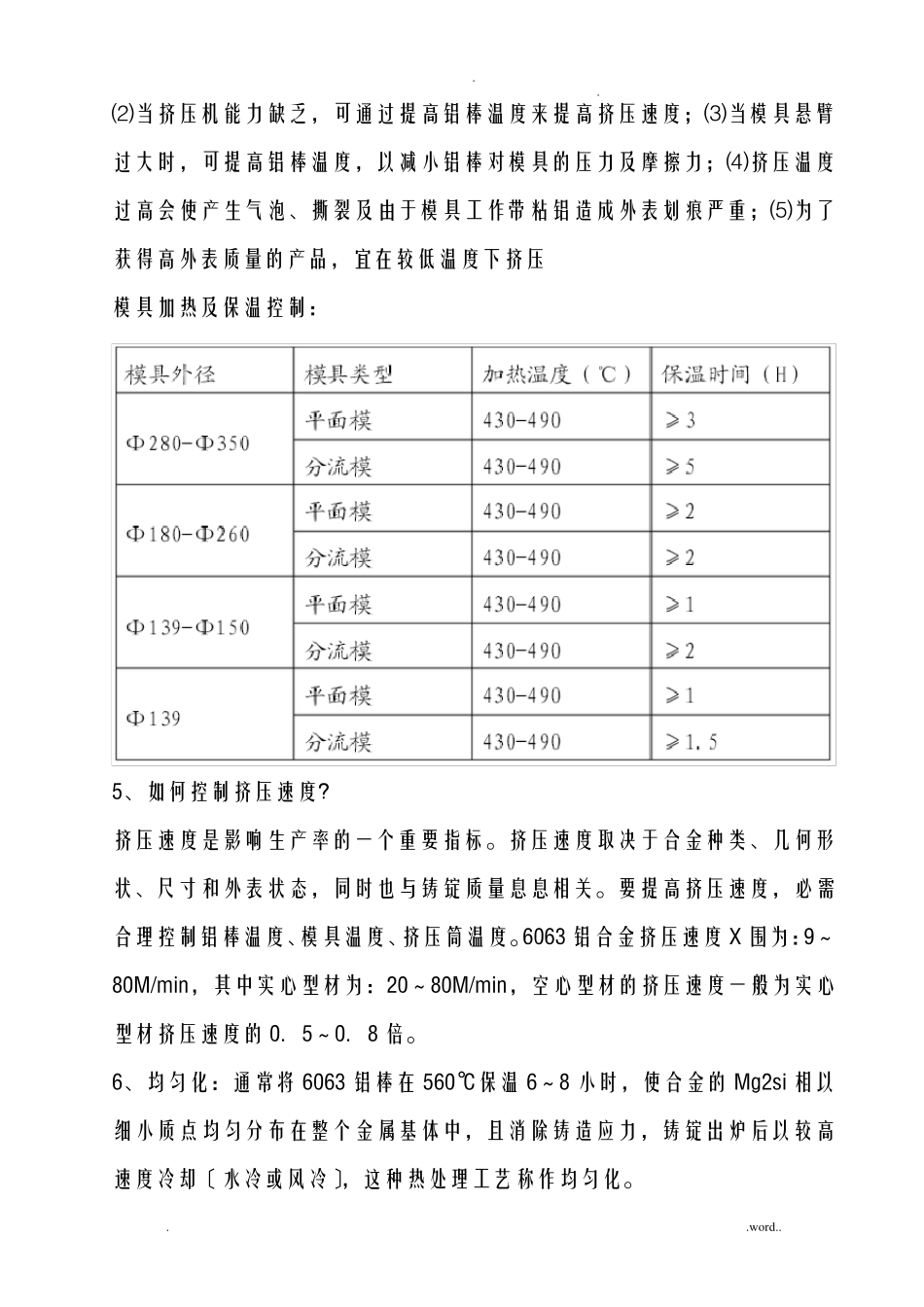
⑵当挤压机能力缺乏,可通过提高铝棒温度来提高挤压速度;⑶当模具悬臂过大时,可提高铝棒温度,以减小铝棒对模具的压力及摩擦力;⑷挤压温度过高会使产生气泡、撕裂及由于模具工作带粘铝造成外表划痕严重;⑸为了获得高外表质量的产品,宜在较低温度下挤压 模具加热及保温控制: 5、如何控制挤压速度
挤压速度是影响生产率的一个重要指标
挤压速度取决于合金种类、几何形状、尺寸和外表状态,同时也与铸锭质量息息相关
要提高挤压速度,必需合理控制铝棒温度、模具温度、挤压筒温度
6063 铝合金挤压速