数控车床编程代码汇总 1 G 代码组及含义 [表 6
2-1] G 代码组及解释( 带 * 者表示是开机时会初始化的代码
) 2 G 代码解释 :快速定位指令 1
格式 或 G00 X(U) Z(W) ; X__ Z__指定移动轨迹的终点位置的绝对坐标 U__ W__指定移动轨迹的终点位置的相对坐标 控制刀具快速从当前位置移动到指定的位置
该指令控制刀具移动的速度由系统参数决定,与用户指定的F 无关
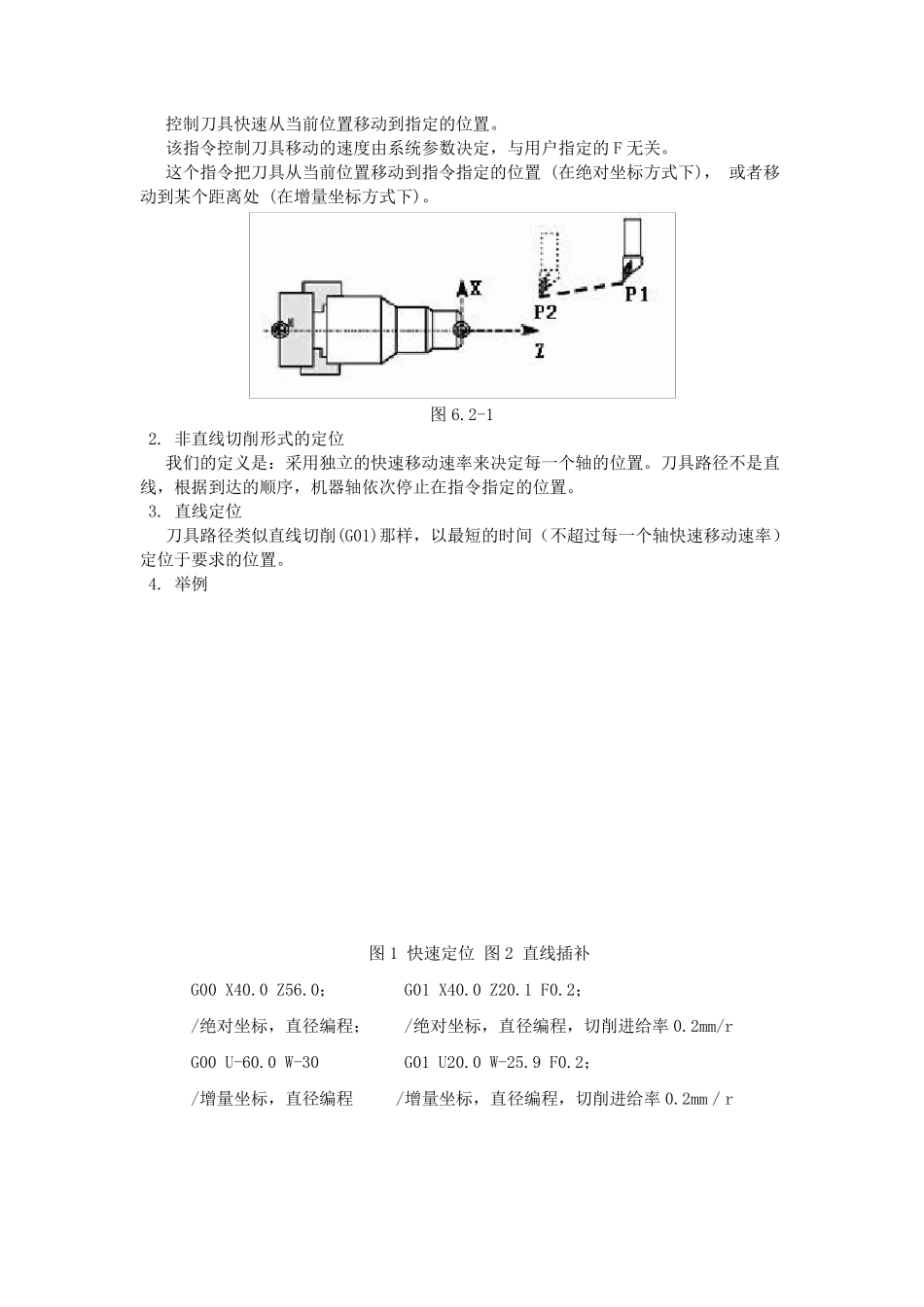
这个指令把刀具从当前位置移动到指令指定的位置 (在绝对坐标方式下), 或者移动到某个距离处 (在增量坐标方式下)
非直线切削形式的定位 我们的定义是:采用独立的快速移动速率来决定每一个轴的位置
刀具路径不是直线,根据到达的顺序,机器轴依次停止在指令指定的位置
直线定位 刀具路径类似直线切削(G01)那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置
举例 图 1 快速定位 图 2 直线插补 G00 X40
0; G01 X40
2; /绝对坐标,直径编程; /绝对坐标,直径编程,切削进给率 0
2mm/r G00 U-60
0 W-30 G01 U20
0 W-25
2; /增量坐标,直径编程 /增量坐标,直径编程,切削进给率 0
2mm/r :直线插补指令 1
格式 或G01 X(U) Z(W) F ; 该指令控制刀具沿直线轨迹移动,速度由F 决定
程序中首次使用G01 等插补指令时必须指定F
X(U)、 Z(W)指定移动轨迹的终点位置坐标 直线插补以直线方式和指令给定的移动速率,从当前位置移动到指令位置
2-2 X, Z: 要求移动到的位置的绝对坐标值
U, W: 要求移动到的位置的增量坐标值
2-3 ① G01 X50