数 控 车 床 编 程 说 明 书 一. 准备功能(G 代码) G00* 定位 (快速进给) G01 直线插补(切削进给) G02 圆弧插补 CW (顺顺时针) G03 圆弧插补 CCW (逆顺时针) G04 暂停 G27 返回参考点检测 G28 返回参考点 G32 螺纹切削 G 40* 取消刀尖R 补偿 G41 刀尖R 补偿(左) G42 刀尖R 补偿(右) G50 设定坐标系,设定主轴最高转速 G90 外径,内径车削循环 G92 螺纹切削循环 G94 端面车削循环 G98 每分进给 G99* 每转进给 二.插补功能 1. 定位(G00) 用绝对方式或增量方式,使刀具以快速进给速度向工件坐标系的某一点移动
绝对值指令时,用终点的坐标值编程,增量值指令时,用刀具的移动距离来编程
指令格式:G00 P—— P--:表示移动的坐标值
增量值、绝对值可以混用 2
直线插补(G01) 根据G01P_F_;指令,可使刀具进行直线插补,指令中的P 表示移动量
可为绝对指令值或增量指令值
直径编程: G01 X40
1 F20; (绝对值指令) 或 G01 U20
9F20; (增量值指令) 3
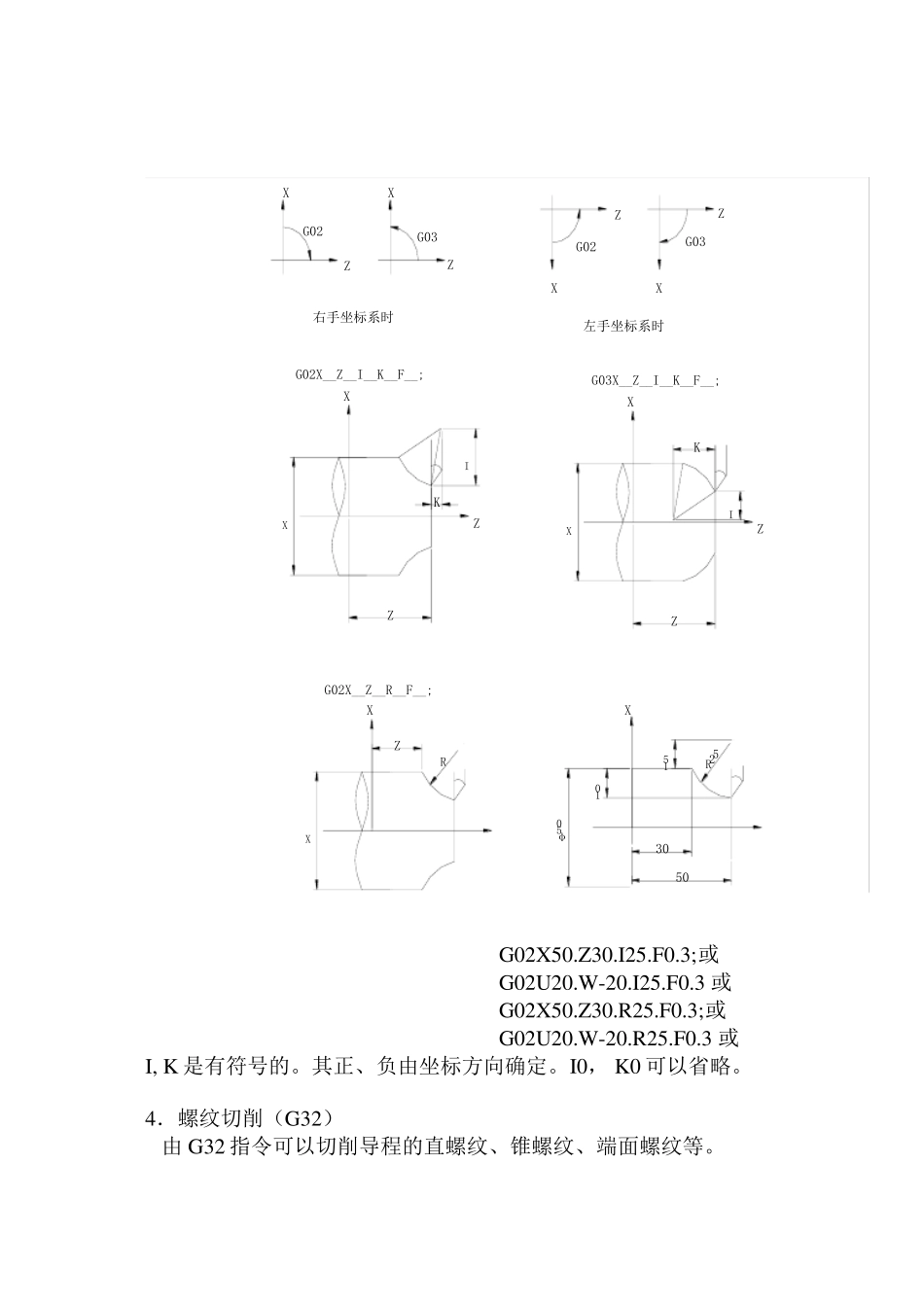
圆弧插补(G02, G03) 项目指 令意 义1G02顺时针旋转 (CW)G03逆时针旋转 (CCW)2终点位置绝对值X,Z工件坐标系的终点位置增量值U,W 从始点到终点的距离3I,K从始点到圆心的距离(带符号或半径值)R圆弧的半径4F沿着圆弧的速度圆弧的半径进给速度指 定 内 容旋 转 方 向从始点到圆心的距离 指令格式:G02 X__Z__I__K__F__; 或 G03 U__W__R__F__; 顺时针,逆时针在以下右手坐标和左手坐标系中不同
右手坐标系时左手坐标系时XXZZZZXXG02G03G02G03G02X__Z__I__K__F__;G03