数控铣削加工中刀具半径补偿的应用技巧 实训基地培训中心 随着现代数控加工技术的飞跃发展,引领了各行各业不断的提高,推动着社会物质文明和精神文明不断的进步
现代数控加工技术将机械制造技术、微电子技术和计算机技术等有机地结合在一起,使传统的机械制造方法和生产方式发生了深刻的、革命性的变化
数控机床在机械制造业中已经得到了日益广泛的应用,因为它有效地解决了复杂、精密、小批多变的零件加工问题,能满足社会生产中对机械产品的结构、性能、精度、效率等提出的较高要求
因此,作为年轻一代学习数控技术的我们,要掌握这门技术、灵活应用这门技术,让它更好的服务于社会、服务于人类
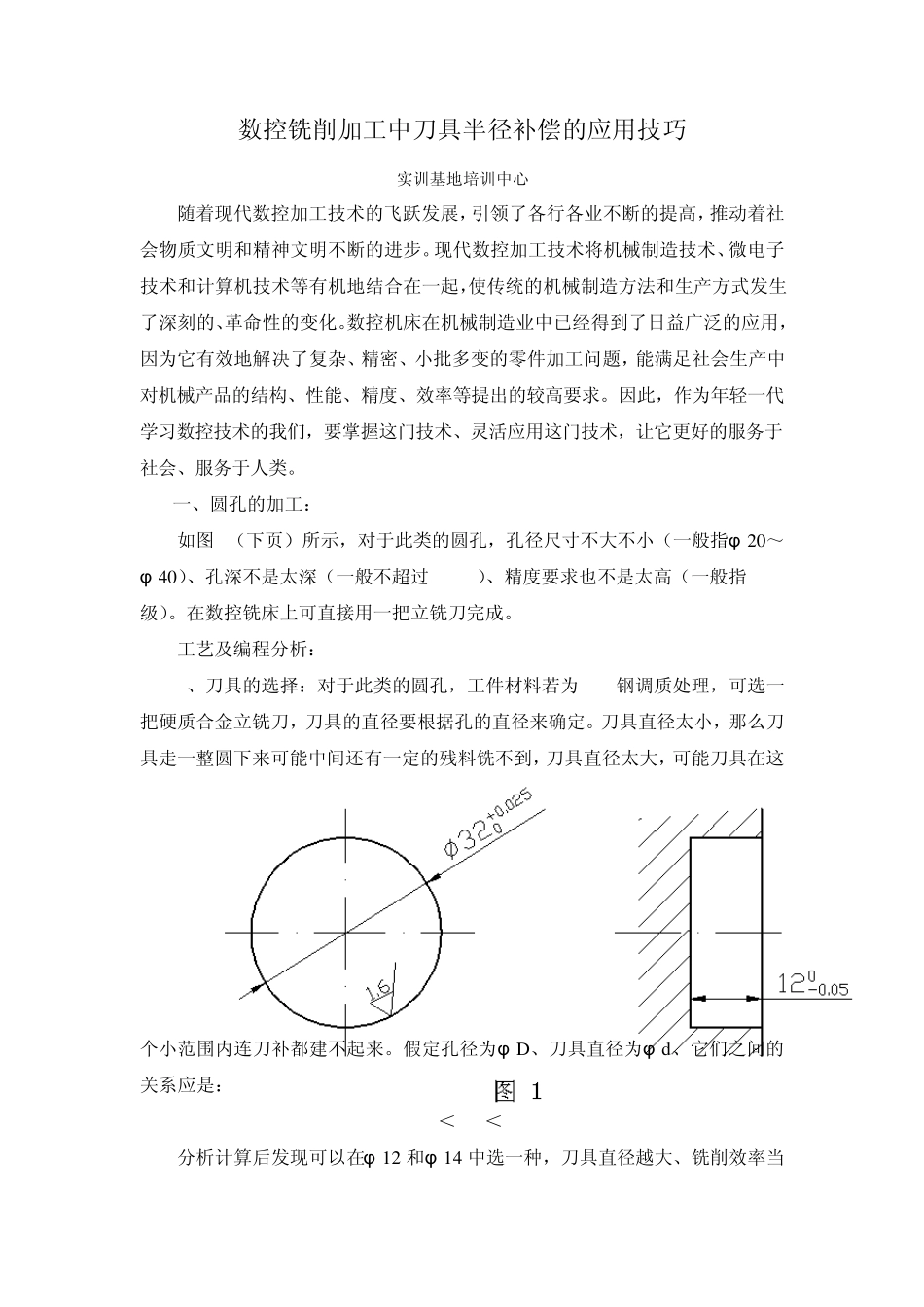
一、圆孔的加工: 如图 1(下页)所示,对于此类的圆孔,孔径尺寸不大不小(一般指φ 20~φ 40)、孔深不是太深(一般不超过 20mm)、精度要求也不是太高(一般指 IT7级)
在数控铣床上可直接用一把立铣刀完成
工艺及编程分析: 1、刀具的选择:对于此类的圆孔,工件材料若为 45#钢调质处理,可选一把硬质合金立铣刀,刀具的直径要根据孔的直径来确定
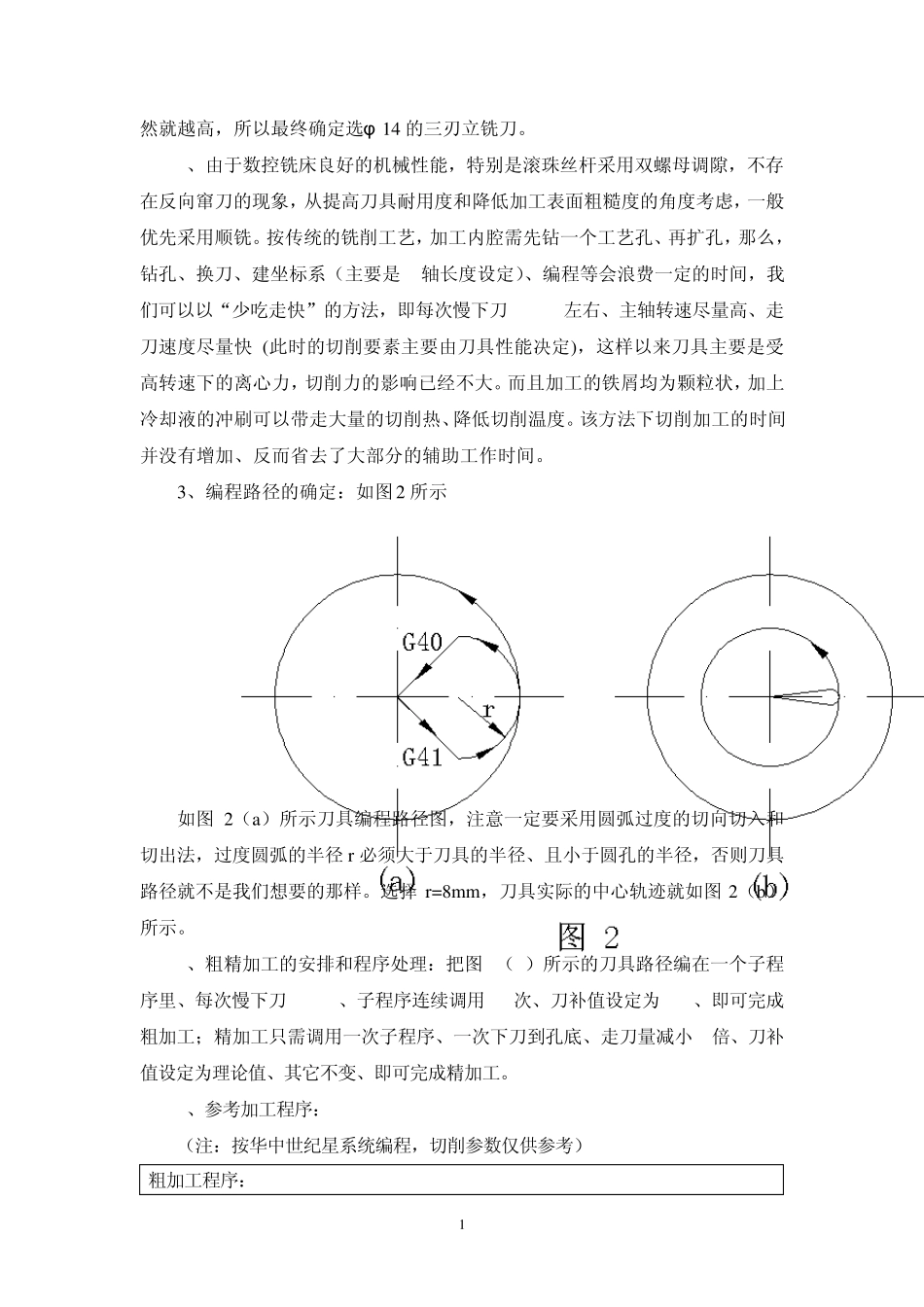
刀具直径太小,那么刀具走一整圆下来可能中间还有一定的残料铣不到,刀具直径太大,可能刀具在这 个小范围内连刀补都建不起来
假定孔径为φ D、刀具直径为φ d、它们之间的关系应是: D/3 < d < D/2 分析计算后发现可以在φ 12 和φ 14 中选一种,刀具直径越大、铣削效率当 1 然就越高,所以最终确定选φ 14 的三刃立铣刀
2、由于数控铣床良好的机械性能,特别是滚珠丝杆采用双螺母调隙,不存在反向窜刀的现象,从提高刀具耐用度和降低加工表面粗糙度的角度考虑,一般优先采用顺铣
按传统的铣削工艺,加工内腔需先钻一个工艺孔、再扩孔,那么,钻孔、换刀、建坐标系(主要是Z轴长度设定)、编程等会浪费一定的时间,我们可以以“少吃走快”的方法,即每次慢下刀0
5mm左右、主轴转速