下载后可任意编辑QC 小组成果介绍提高钢桶冲盖效率,降低能源消耗和人力成本——小桶车间钢桶盖模改进 QC 小组一、 小组概况小组名称小桶车间钢桶盖模改进 QC 小组成立日期2010-4-3注册编号2024QC-2课题名称提高钢桶冲盖效率,降低能源消耗和人力成本活动时间2024
4~2024
12姓名性别职务小组职务组内职责王德田男车间主任组长负责组织协调瞿继金男车工组员负责模具设计改进和制作高百君男钳工组员负责模具设计改进和制作冯卫东男冲盖操作工组员负责试验操作黄金辉女检验员组员负责试验产品的检测和活动记录总结二、 选题理由长期以来,钢桶冲盖采纳两次工艺,第一次下料,第二次再成型,这种工艺流程较长,能源和人力消耗较大
三、 现状调查存在问题:1、因为两次成型,造成电耗、人力、时间、增加一半2024 年 4 月份桶盖生产消耗一览表型号数量人数电耗码盖时间小时产量收口 φ360300 个2 人24
2 度600 个2
86 小时105 个收底 φ4104597 个2 人370
7 度9194 个43
8 小时105 个敞口 φ4101496 个2 人120
56 度2992 个14
24 小时105 个敞口 φ440982 个2 人79
09 度1964 个9
35 小时105 个2、操作存在事故隐患以及容易产生质量问题A 因第一次成型后,盖要一个个撬起再拿开,且盖陷在模中,不易撬起,容易碰伤手,存在操作事故隐患
b、盖第二次成型时假如未放平,容易造成废品
c、盖第二次成型时模具下垫的橡胶容易松动,造成盖边深度不一致,且盖边波纹较多,影响外观质量
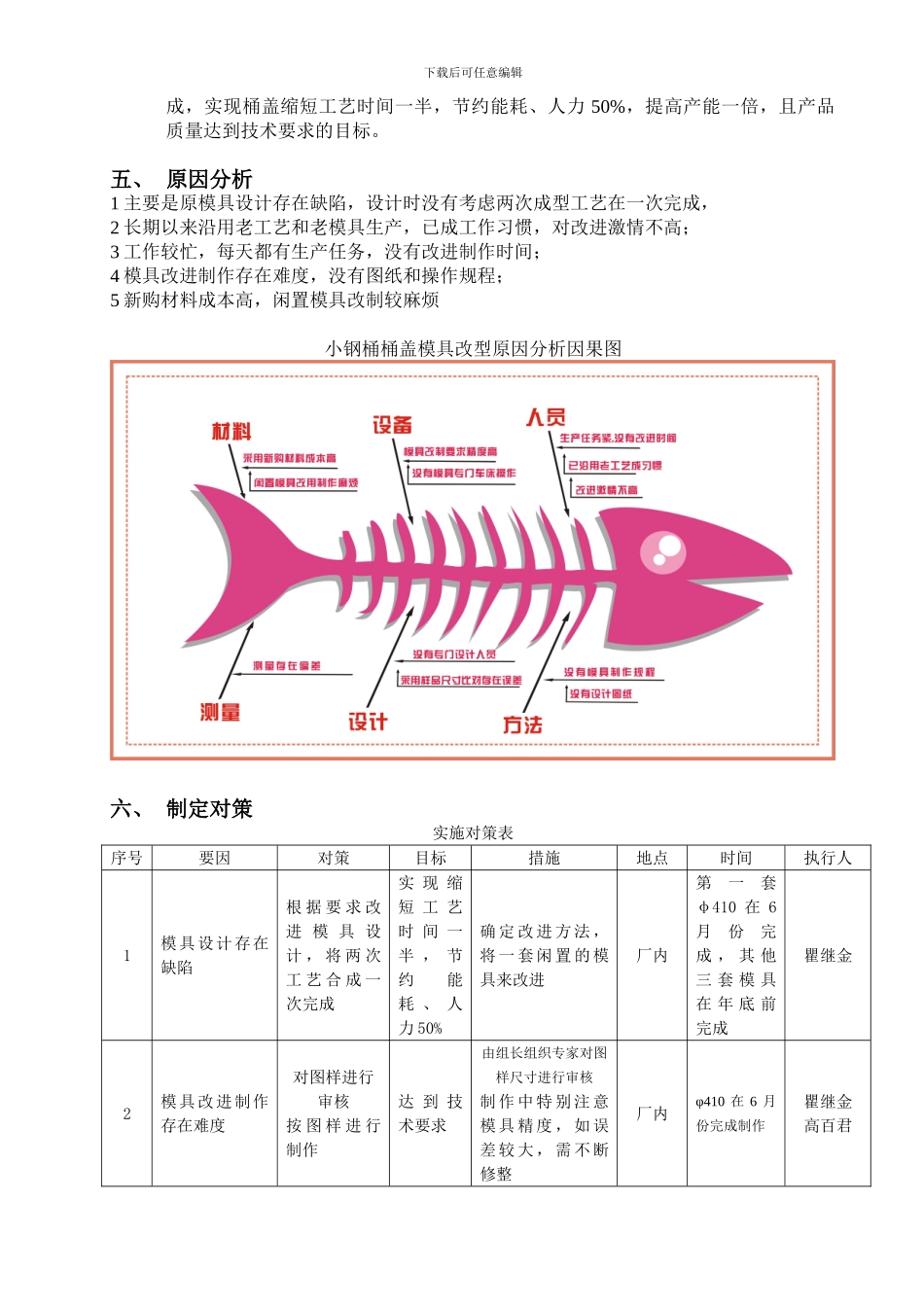
四、 确定目标目标:第一阶段将 φ410 收口桶盖模改制,在 6 月份完成;第二阶段再将 φ410 敞口桶、φ440 敞口桶、φ360 收口桶盖模改制,在 12 月份前完下载后可任意编辑成,实现桶盖缩短工艺时间一半,节约能耗、人力 5