渗 透 检 测 工艺规程 1
0 目 的 及 适 用 范 围 1
1 目 的 为 保 证 渗 透 检 测 的 工 作 质 量 , 提 供 准 确 可 靠 的 检 测 数 据 , 特 制定 本 规 程
2 适 用 范 围 1
1 本 规 程 适 用 于 溶 剂 去 除 型 渗 透 检 测 法 ; 1
2 本 规 程 适 用 于 金 属 材 料 制 成 的 设 备 及 其 零 部 件 表 面 开 口 缺 陷 的检 测 表 面 或 近 表 面 缺 陷 的 检 测 和 等 级 评 定 ; 1
3 不 适 用 于 多 孔 性 材 料 的 探 伤 检 测 ( 如 铸 铁 、铸 铝等 材 料 ); 2
0 编制 依据 2
1 本 程 序依据 JB/T 4730
5-2005《承压设 备 无损检 测 》编制 ; 2
2 本 程 序参照锅炉压力容器无损检 测 人员资格考核委员会编写的《渗 透 检 测 》编制
0 检 测 设 备 和 器材 3
1 JB/T 4730-2005
5 B 型 标准 试块如 下图; 图 1:B 型 标准 试块 3
2 溶 剂 去 除 型 渗 透 检 测 清洗剂 ; 3
3 溶 剂 去 除 型 渗 透 检 测 渗 透 剂 ; 3
5 溶 剂 去 除 型 渗 透 检 测 显 像 剂 ; 3
6 分 析 纯 级 丙 酮 ; 3
7 计 时 器 ; 3
8 白 光 光 源 ; 4
0 工 件 表 面 准 备 4
1 工 件 表 面 不 得 有 铁 锈 、氧化皮、焊接飞溅、铁 屑、毛刺以及各种保护层; 4
2 被检 工 件 加工 表 面 粗糙度 Ra≤ 12
5μm,但对不 能打磨的工 件 可适当放宽; 4
3 局部检 测 时 ,准 备 工 作范围(即被检 表 面 清理范围)应从检 测 部 位四周向外扩展 25mm
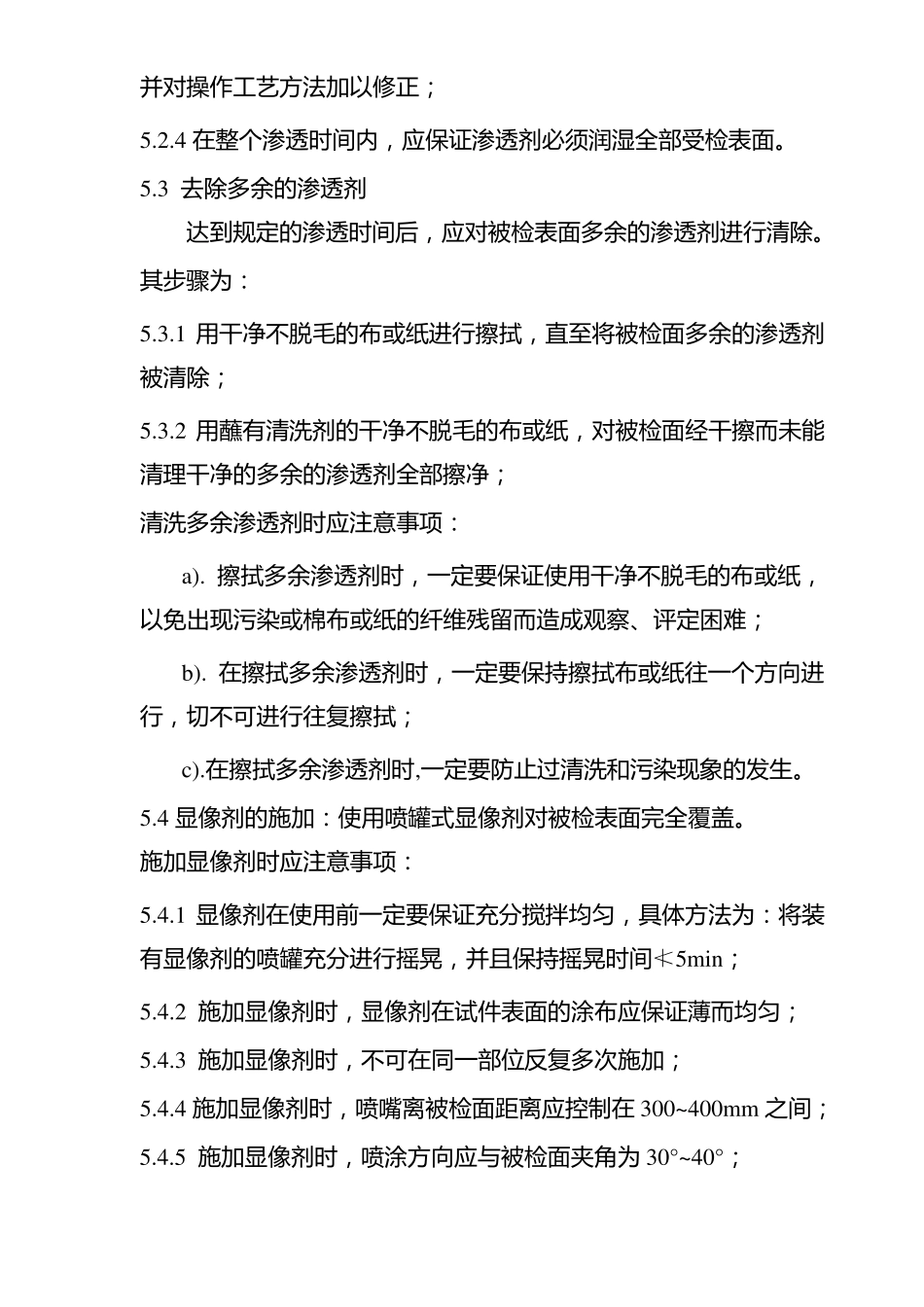
0 操作步骤见下图 5