【内容提要】 本章主要介绍刀具几何参数、切削用量合理选择的基本概念及各参数的功用; 应用上述功用合理选择刀具几何参数和切削用量
【目的要求】 1、明确基本概念; 2、会根据加工具体情况正确选择和确定刀具材料、刀具几何参数、切削用量; 【本章内容】 第一次课 §4-1 刀具合理几何参数的选择 刀具几何参数的合理选择,是在保证加工质量的前提下,能够获得理想的刀具 耐用度,达到提高效率,降低生产成本的目的
一、前角的选择 (1)前角的作用 1.加大前角能使车刀锋利,减少切削变形,减小切屑与前刀面的磨擦,从而降 低切削力和减少切削热
2.影响刀具的强度,受力性质和散热条件
3.影响加工表面质量
(2)前角的选择 增大前角能降低切削力和切削热,但会削弱切削刃强度和散热面积,减小前角 可改善刀头散热条件和提高刀头强度,但会使切削力和切削热增加
①前角的选择原则 在刀具强度许可的条件下,尽量选择大的前角,前角的选择包括确定其正负和 数值: 负前角:仅用于硬质合金车刀,切削强度很高的钢材,采用负前角可使刀片受压 而不受弯,同时使楔角增大,切削刃不易磨损及崩刃
高速钢刀具,因为抗弯强度高, 韧性好,在任何情况下,都不应采用负前角
前角的数值:应由工件材料,刀具材料及加工工艺要求来确定
工件材料的强度和硬度降低时,可取较大甚至很大的前角,反之,前角应取小值, 甚至负值,刀具材料的强度和韧性较差,前角应取小值,反之,取较大的数值
粗加 工时,特别是断续车削,承受冲击载荷或对于有硬皮铸、锻件粗车时,应适当减小前 角,精加工时,应选较大的前角
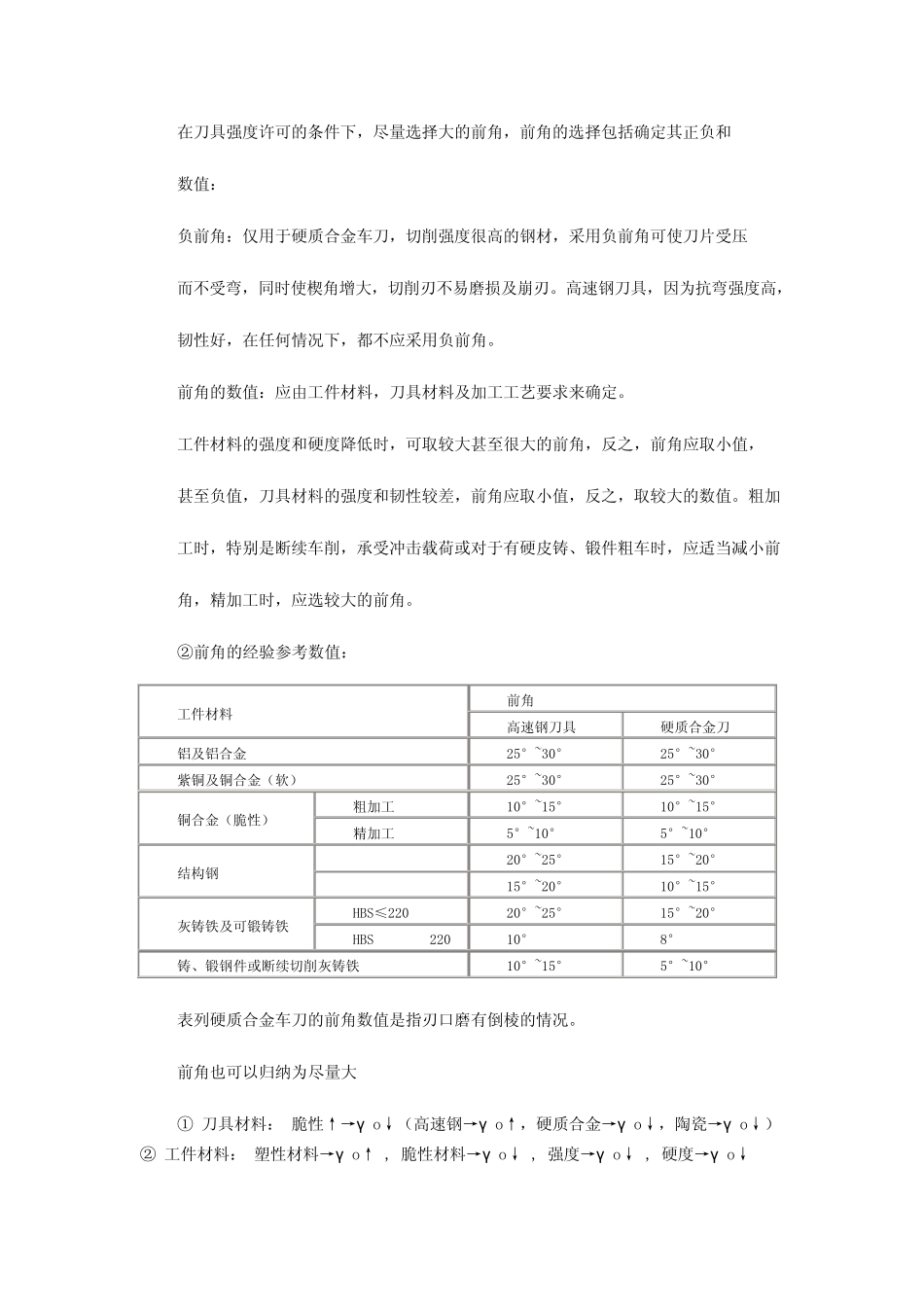
②前角的经验参考数值: 工件材料 前角 高速钢刀具 硬质合金刀 铝及铝合金 25°~30° 25°~30° 紫铜及铜合金(软) 25°~30° 25°~30° 铜合金(脆性) 粗加工 10°~15° 10°~15° 精加工 5°~10° 5°