上海城业管桩有限公司 PHC 管桩制造工艺 及技术要求 上海城业管桩有限公司 目 录 一、 桩制造工艺流程 二、 材料部分 1
钢材验收标准 3
钢筋半成品制备 4
减水剂 三、 制桩部分 1
混凝土浇灌 3
施加预应力 4
离心成型 5
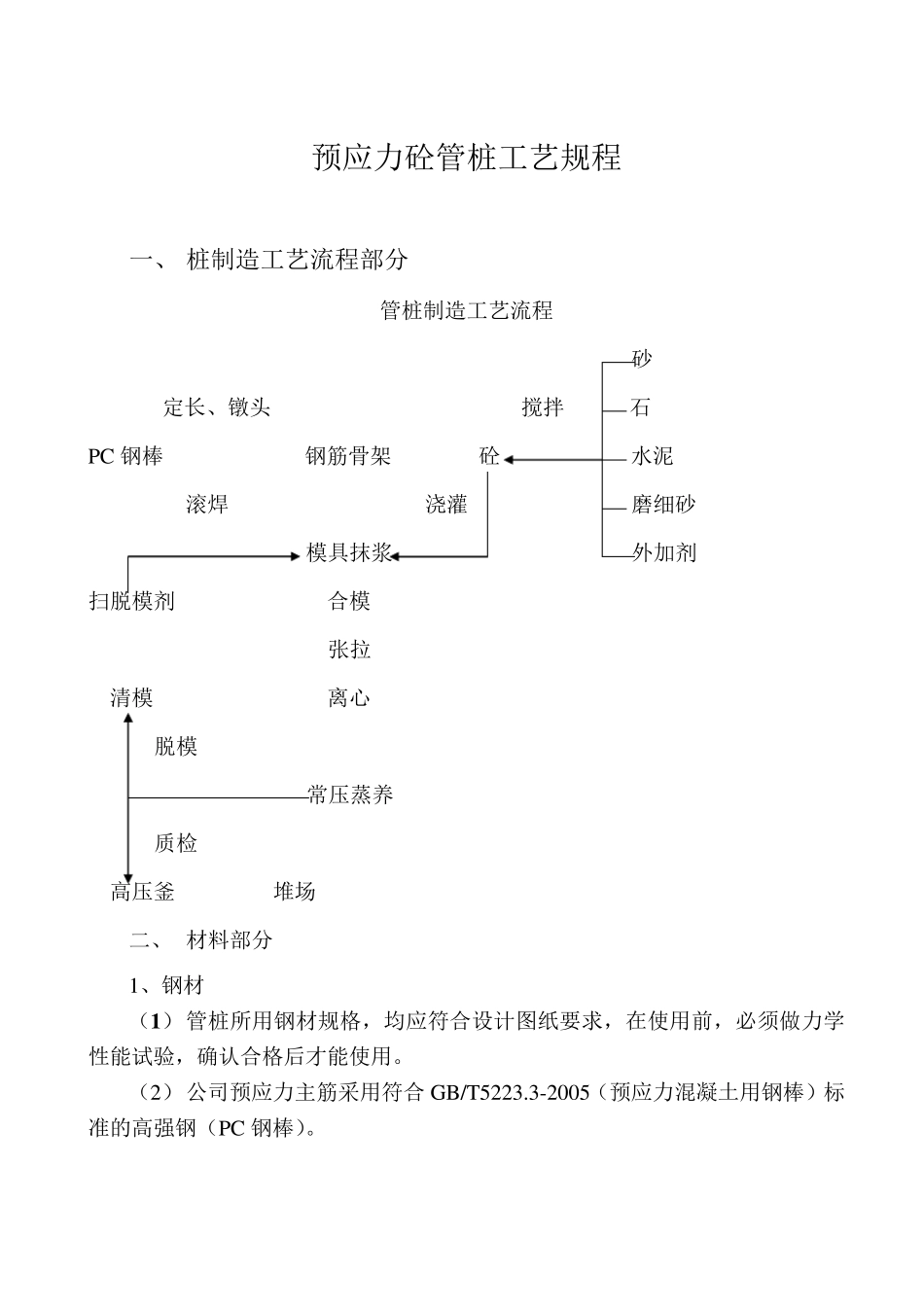
常压蒸养及脱模 四、 成品检验部分 五、 成品堆放及运输 预应力砼管桩工艺规程 一、 桩制造工艺流程部分 管桩制造工艺流程 砂 定长、镦头 搅拌 石 PC 钢棒 钢筋骨架 砼 水泥 滚焊 浇灌 磨细砂 模具抹浆 外加剂 扫脱模剂 合模 张拉 清模 离心 脱模 常压蒸养 质检 高压釜 堆场 二、 材料部分 1、钢材 (1 ) 管桩所用钢材规格,均应符合设计图纸要求,在使用前,必须做力学性能试验,确认合格后才能使用
(2) 公司预应力主筋采用符合 GB/T5223
3-2005(预应力混凝土用钢棒)标准的高强钢(PC 钢棒)
(3) 螺旋筋采用乙级冷拔低碳钢丝,其质量要求应符合JC/T540-2006《混凝土制品用冷拔低碳钢丝》的规定
(4)端板应采用Q235B 钢、桩套箍应采用Q235 钢,其质量应符合JC/T934规定
2、钢材验收标准 (1) PC 钢棒进仓验收每批数量不大于 60t,在每批钢筋中抗拉强度、断后伸长率每盘检验;规定非比例延伸强度每批 3 根,如有一根试件不合格时,加倍复检,复检不合格则该批钢材严禁使用
(2) 乙级冷拔低碳钢丝进仓验收,以每批不大于 50T 为一批,抽取一套试件进行抗拉强度试验、反复弯曲试验、表面质量、直径、断后伸长率:其性能应符合JC/T540-2006《混凝土制品用冷拔低碳钢丝》的规定
(3) 凡入库钢筋,端头板应按品种规格、进厂日期、书写标志牌
3、钢筋半成品制备 (1) 凡管桩生产所