第 1 页 共 8 页 技 术 交 底 书 交底单位名称:长城汽车徐水项目 编号:XSTG---030 工程名称 长城汽车股份有限公司徐水项目一期涂装车间(1-23 轴)土建工程 设计文件图号 1149
8A5GT2A-** 施工部位 涂装车间(1-23轴)主车间地面 交底日期 2011
25 技术交底内容: 涂装车间(1-23 轴)给排水、暖通、电气、动力等管道预埋做法 1、 技术交底范围: 涂装车间(1-23 轴)给排水、暖通、电气、动力等管道预埋 2、 设计情况:需要安装的预埋管道主要有:辅房各层预留、预埋;主体结构穿外墙刚性防水套管,穿板、梁套管,卫生洁具排水预留洞,管道穿楼板预留洞,设备基础预留洞等
3、 开始施工的条件及施工准备工作: 3
1 施工条件:水电队伍施工前应认真熟悉施工图纸、图集,结合现场实际测绘草图,找出所有预埋点,同时与其他专业沟通,以免后期安装有交叉打架现象发生,减少不必要的返工
2 材料准备:套管、密封圈、法兰压盖、螺柱、螺母、焊条、氧气、乙炔、防绣漆等 3
3 机械准备:电焊机、切割机、打磨机、乙炔气割设备等 4、 施工进度要求; 水电施工必须配合土建同时进行,主体结构节点工期:2011 年10 月24 日
5、 施工工艺; 生 现场放线定位→套管制作→套管安装、加固→套管内封堵→管道安装、固定→水电暖各部测试 5
1 现场放线定位:套管轴线套管部位的坐标与标高必须和设计一致,如有变更必须在预埋前通过监理和甲方由设计部门确定后,按书面通知进行施工
套管预埋的坐标偏差不得大于 10㎜,标高偏差不得大于 3㎜
2 钢管预埋要求做法 套管制作:套管采用焊接钢管,人防通风用大口径密闭套管采用钢板卷制
套管外壁除锈,内壁除锈后刷红丹防锈 2道
套管制作要求管口平齐翼环双面满焊,不允许存在气孔、夹渣、未焊透等缺陷
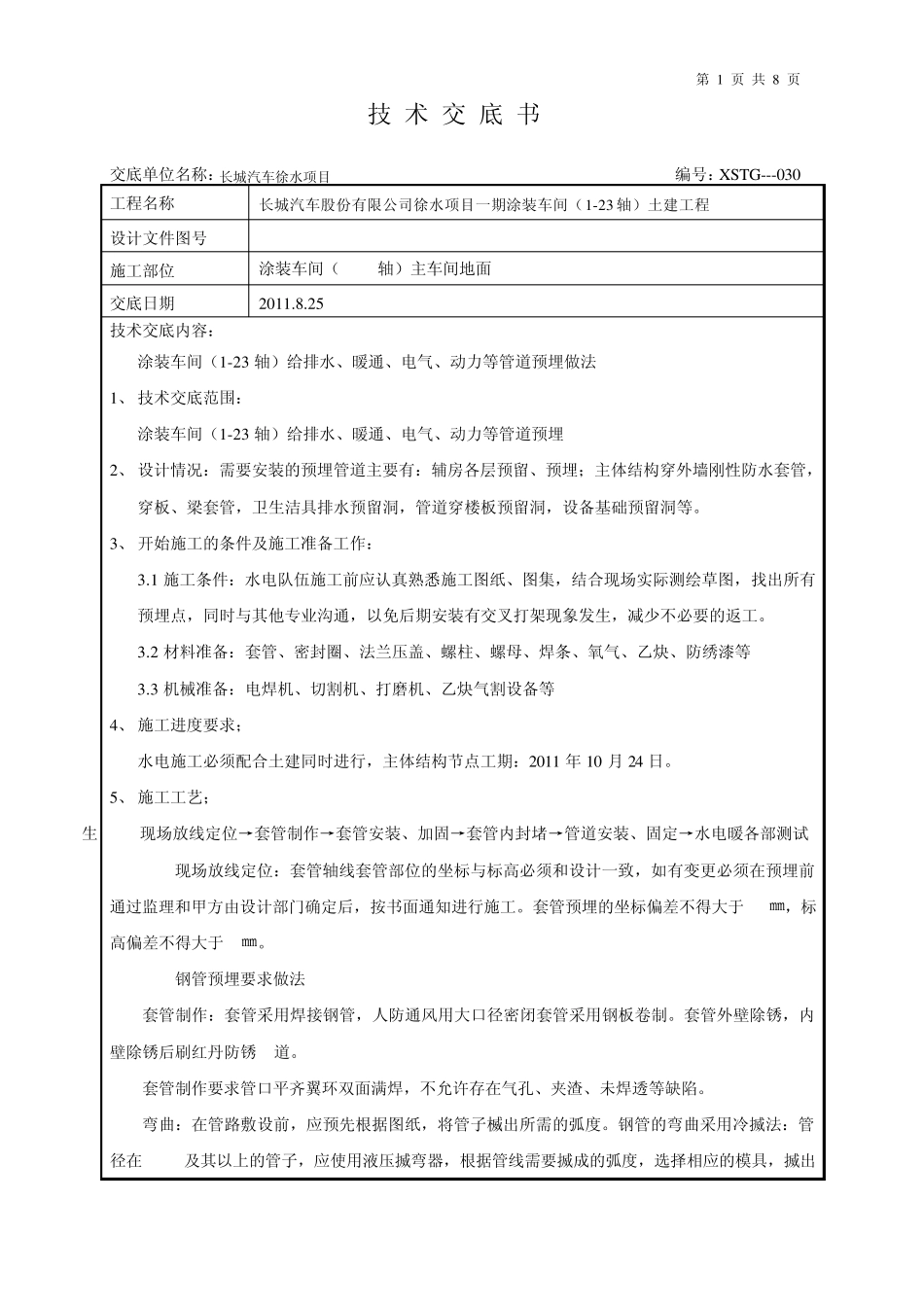
弯曲:在管路敷