箱 型 柱 制 作工艺 一、加工制作主要设备及基础设施 1 数控、半自动切割机;2 手工氧气气割;3 剪板机;4 电焊机;5 小车埋弧焊机;6 二氧化碳气体保护焊 ;7 数控钻床;8 碳弧气刨;9 抛丸除锈机;10 碳弧气刨及吊装设备;11 在其铆装过程中还需适当的胎具、滚道传动机构、平台等辅助设施
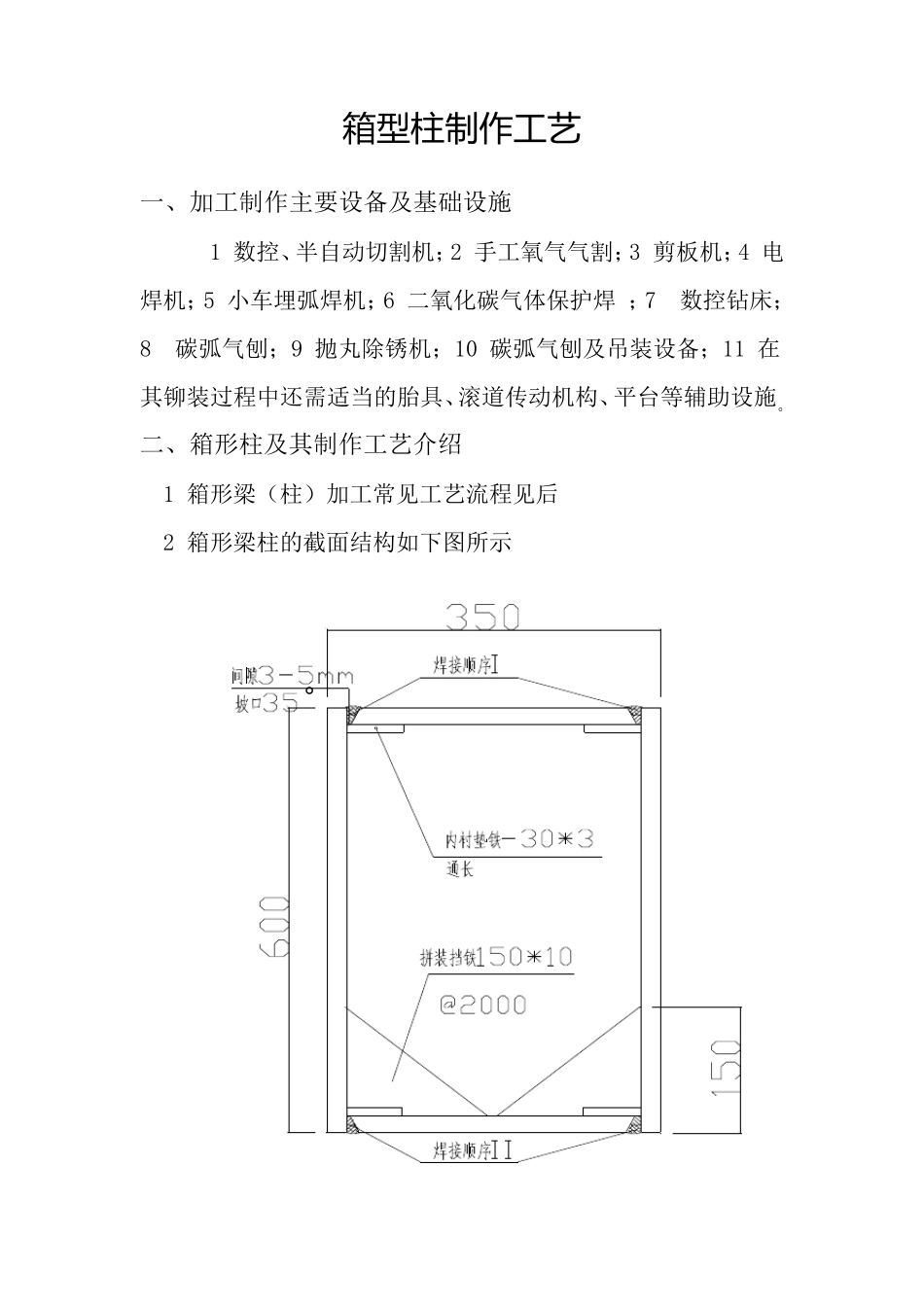
二、箱形柱及其制作工艺介绍 1 箱形梁(柱)加工常见工艺流程见后 2 箱形梁柱的截面结构如下图所示 ° 如图所示,箱型柱主要组成:上、下面板(翼板),两侧面板(腹板翼)二部分,还有T型焊缝位置——翼板或腹板位置增加的垫板,以及辅助撑板
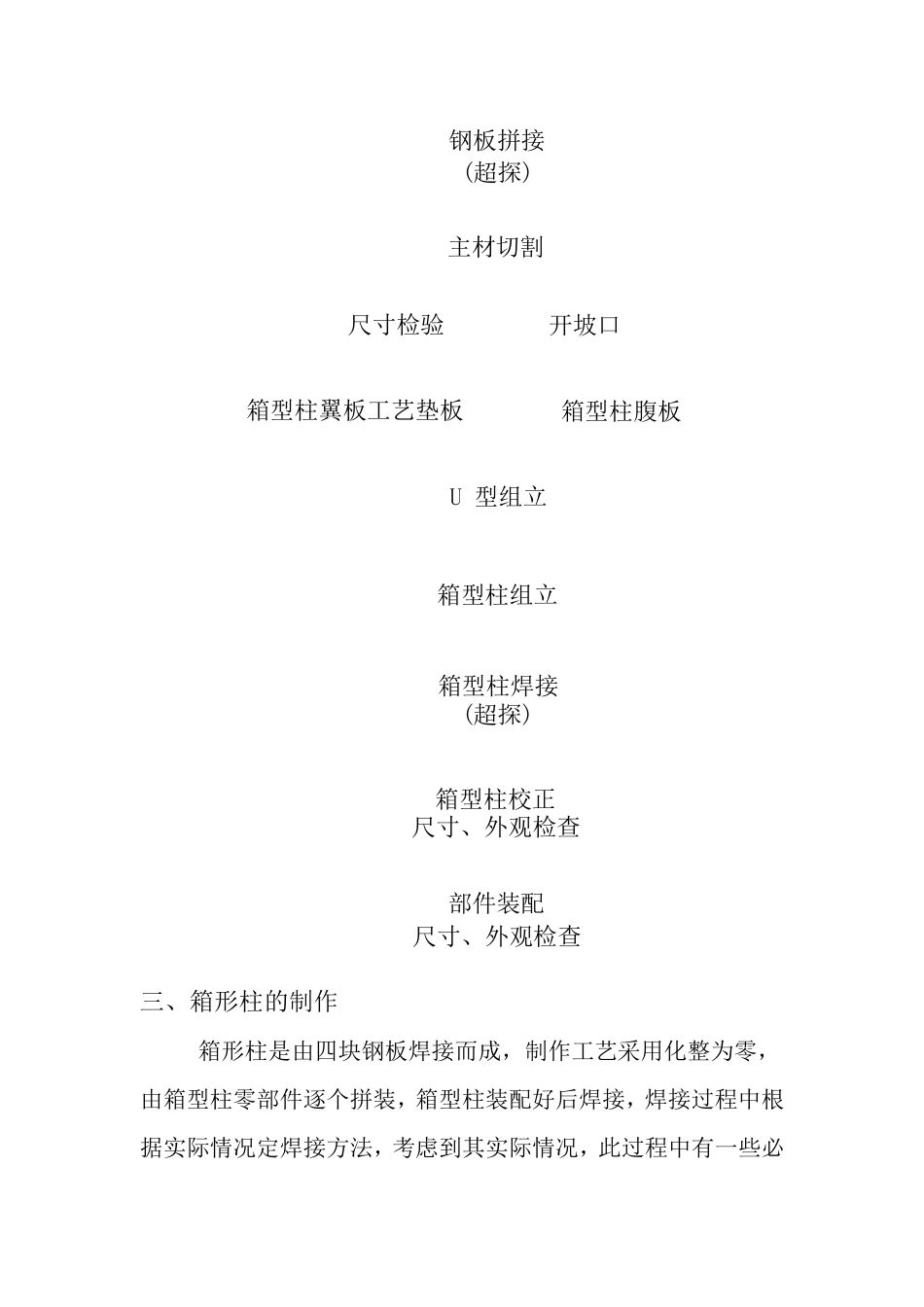
工艺流程图 钢板拼接 (超探)主材切割尺寸检验开坡口箱型柱翼板工艺垫板箱型柱腹板U 型组立箱型柱组立箱型柱焊接 (超探)箱型柱校正部件装配尺寸、外观检查尺寸、外观检查 三、箱形柱的制作 箱形柱是由四块钢板焊接而成,制作工艺采用化整为零,由箱型柱零部件逐个拼装,箱型柱装配好后焊接,焊接过程中根据实际情况定焊接方法,考虑到其实际情况,此过程中有一些必要的机械加工及胎具定位等相配合来完成
如有变形采用火焰校正和机械校正相结合的办法来解决
下料:自动切割机下料,腹板、翼缘板号料时必须根据材料板宽留出切割余量,长度方向 40-50mm 宽度方向 3-4mm,首先钢板切边 10-20mm ,翼缘板、腹板号料按实际尺寸并放出轨道线,用小号割嘴进行切割,切割前必须准备足够的氧气和乙炔气保证一条割口完全下完
需要长度方向对接的钢板必须开 60
的坡口,焊接时两边必须使用引弧板,引弧板的坡口形式、材质必须同焊接母材
拼装:检查下好的四块料有没有旁弯,如果有必须矫正,矫正用火焰矫正,待完全冷却后用粉线进行检查,直到合格,在翼 缘 板上 弹 入 腹板墨 线 ,在 墨 线 上 焊 接 挡 铁 ,挡 铁 间 距8 0 0 —1 0 0 0 ,腹板两边上焊