箱型柱工艺制作方案 工程名称: 工程编号: 编 制: 审 核: 批 准: 日 期: 第一章 工程概况 xxx 一期工程写字楼地上39 层,地下5 层,地面以上建筑高度约188米,结构基础埋深26 米
总用钢量约3 万吨
核心部分箱型钢骨柱钢板厚度达100mm
由于钢板厚度较大,给制作及吊装带来较大困难
我公司制作的箱型柱截面尺寸为800*800*45*45 和800*800*50*50 两种,单根钢柱重量约为9
第二章 编制依据 1. 设计提供摩根大厦钢结构施工图及大样节点图、招标文件等
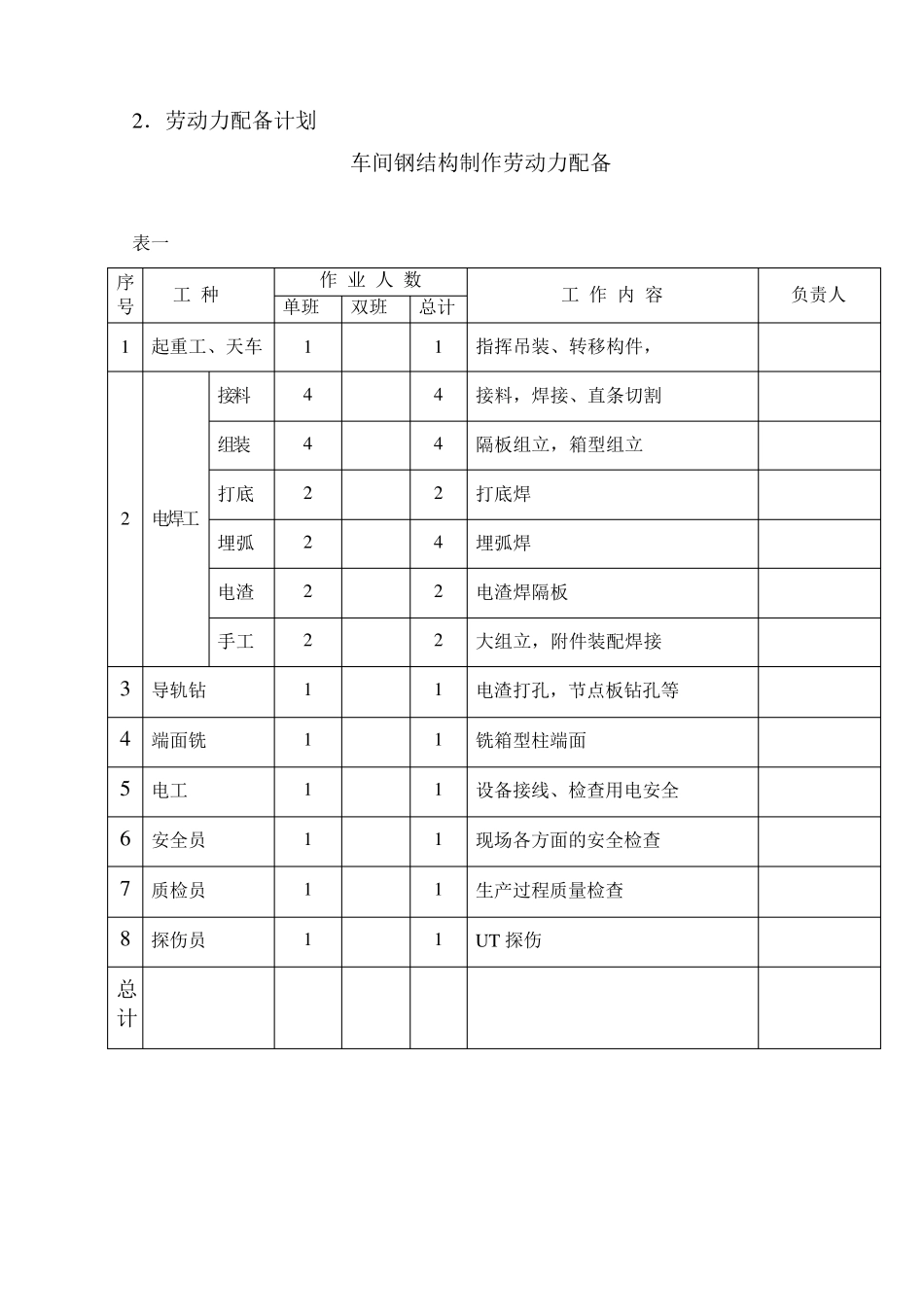
2. 《钢结构工程质量验收规范》(GB50205—2001) 3. 《建筑钢结构焊接技术规程》JGJ81-2002 4. 《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-89 5. 《厚度方向形能钢板》GB5313 第三章 组织机构、设备及劳动力计划 1 、 组织结构 总指挥 : 副指挥: 技术: 质量: 生产: 设备维修: 材料: 项目工程师: 安全: 涂装: 2.劳动力配备计划 车间钢结构制作劳动力配备 表一 序号 工 种 作 业 人 数 工 作 内 容 负责人 单班 双班 总计 1 起重工、天车 1 1 指挥吊装、转移构件, 2 电焊工 接料 4 4 接料,焊接、直条切割 组装 4 4 隔板组立,箱型组立 打底 2 2 打底焊 埋弧 2 4 埋弧焊 电渣 2 2 电渣焊隔板 手工 2 2 大组立,附件装配焊接 3 导轨钻 1 1 电渣打孔,节点板钻孔等 4 端面铣 1 1 铣箱型柱端面 5 电工 1 1 设备接线、检查用电安全 6 安全员 1 1 现场各方面的安全检查 7 质检员 1 1 生产过程质量检查 8 探伤员 1 1 UT 探伤 总计 3、生产用主要设备 箱型柱制作流程主要设备表 表二 序号 工序内容 设备名称 负责人 1 主材下料 直条切割机 2 主