江苏赛鼎重工有限公司 第 1 页 共 15 页 浙江嘉化能源化工钢结构工程 箱型柱施工工艺 编 号: SD-003 编 制: 批 准: 单 位: 日 期: 年 月 日 江苏赛鼎重工有限公司 第 2 页 共 1 5 页 浙 江 嘉 化 能 源 化 工 箱 形 柱 施 工 工 艺 1. 施 工 概 况 浙 江 嘉 化 能 源 箱 形 柱 截 面 规 格 囗 500*30*13185mm, 材 质 为Q345B
该 箱 形 柱 是 由 四 块 板 组 成 的 方 形 承 重 构 件 , 本 工 程 加工 的 钢 箱 柱 共 13 支 , 计 103 吨
2. 施 工 方 法 采 用 分 部 件 组 装 、分 部 件 焊接(即边装 边焊的 装 配-焊接顺序)来控制焊接变形
3. 主控工 序 该 方 形 构 件 内设加 筋隔板 , 焊接熔敷金属量大, 隔板 处需采 用电渣焊(SES), 该 处电渣焊作为 一个重 点工 序, 在制作过程 中应加 以重 视
4、箱 形 柱 的 生产流程 (见附页) 4. 1 钢 材 检验 4
1 钢 材 应附有合格 的 《钢 板 质 量证明书》, 证明书中各项内容应符合设计 文件 及国家标准的 要求
2 钢 板 钢 号及规 格 与要求相符
3 钢 板 表面 不允许有裂缝、结 疤 、折 叠 、麻 纹 、气 泡 和 夹 渣
4. 2 钢 板 下 料 拼 接 4
1 根 据 本 工 程 构 件 的 加 工 情 况 , 选 择 在长 度 方 向 上 进 行 拼 接
拼 接处不应在高 强 螺 栓 连 接范 围
2 拼 接时 , 根 据 板 厚 选 择 所 开 坡 口 形 式 为 V 型 坡 口 , 所 留 间 江苏赛鼎重工有限公司 第 3 页 共 1 5 页 隙 为 0-6mm
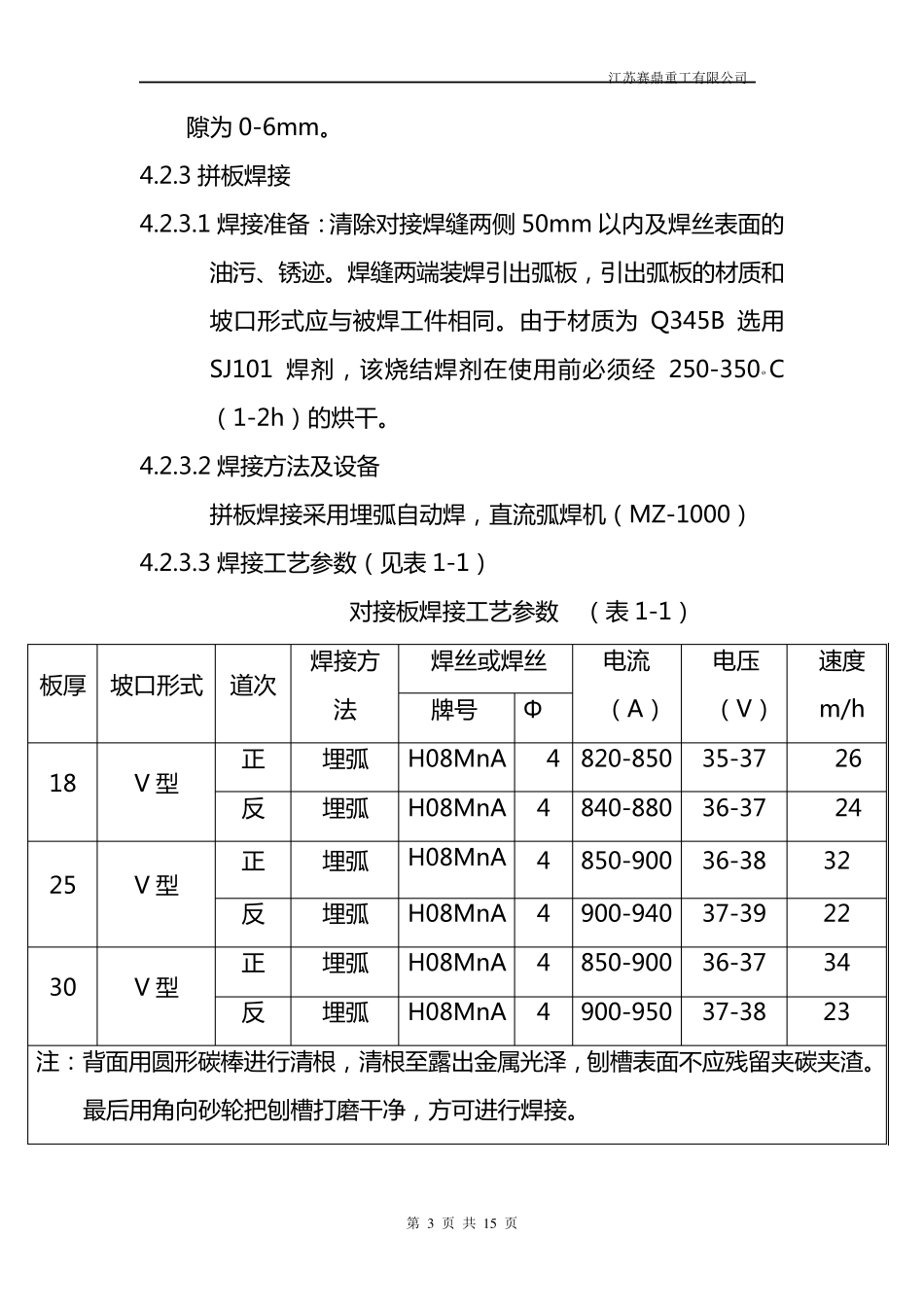
3 拼 板 焊 接 4