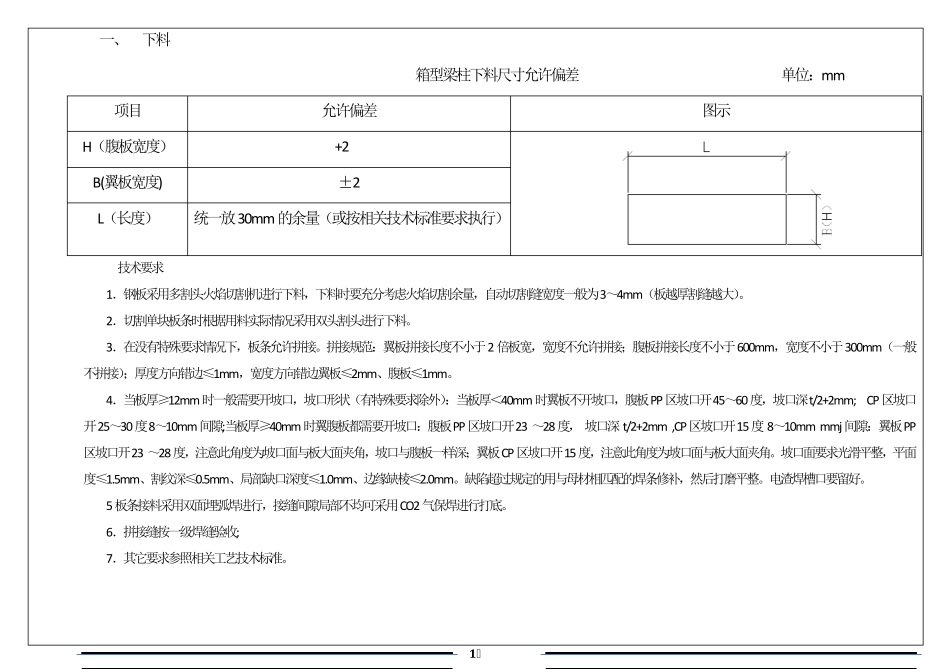
0 江苏星宝钢结构有限公司 箱型梁、柱制作工艺卡 批准 审核 编制 日期 1 一、 下料 箱型梁柱下料尺寸允许偏差 单位:mm 项目 允许偏差 图示 H(腹板宽度) +2 B(翼板宽度) ±2 L(长度) 统一放30mm的余量(或按相关技术标准要求执行) 技术要求 1.钢板采用多割头火焰切割机进行下料,下料时要充分考虑火焰切割余量,自动切割缝宽度一般为3~4mm(板越厚割缝越大)
2.切割单块板条时根据用料实际情况采用双头割头进行下料
3.在没有特殊要求情况下,板条允许拼接
拼接规范:翼板拼接长度不小于2 倍板宽,宽度不允许拼接;腹板拼接长度不小于600mm,宽度不小于300mm(一般不拼接);厚度方向错边≤1mm,宽度方向错边翼板≤2mm、腹板≤1mm
4.当板厚≥12mm时一般需要开坡口,坡口形状(有特殊要求除外):当板厚<40mm时翼板不开坡口,腹板PP区坡口开45~60度,坡口深t/2+2mm; CP区坡口开25~30度8~10mm间隙;当板厚≥40mm时翼腹板都需要开坡口:腹板PP区坡口开23 ~28度, 坡口深 t/2+2mm ,CP区坡口开15度 8~10mm mmj间隙:翼板PP区坡口开23 ~28度,注意此角度为坡口面与板大面夹角,坡口与腹板一样深;翼板CP区坡口开15度,注意此角度为坡口面与板大面夹角
坡口面要求光滑平整,平面度≤1
5mm、割纹深≤0
5mm、局部缺口深度≤1
0mm、边缘缺棱≤2
缺陷超过规定的用与母材相匹配的焊条修补,然后打磨平整
电渣焊槽口要留好
5板条接料采用双面埋弧焊进行,接缝间隙局部不均可 采用CO2气 保 焊进行打底
6.拼接缝按一级 焊缝验 收 ; 7.其 它 要求参 照 相关工 艺 技术标准
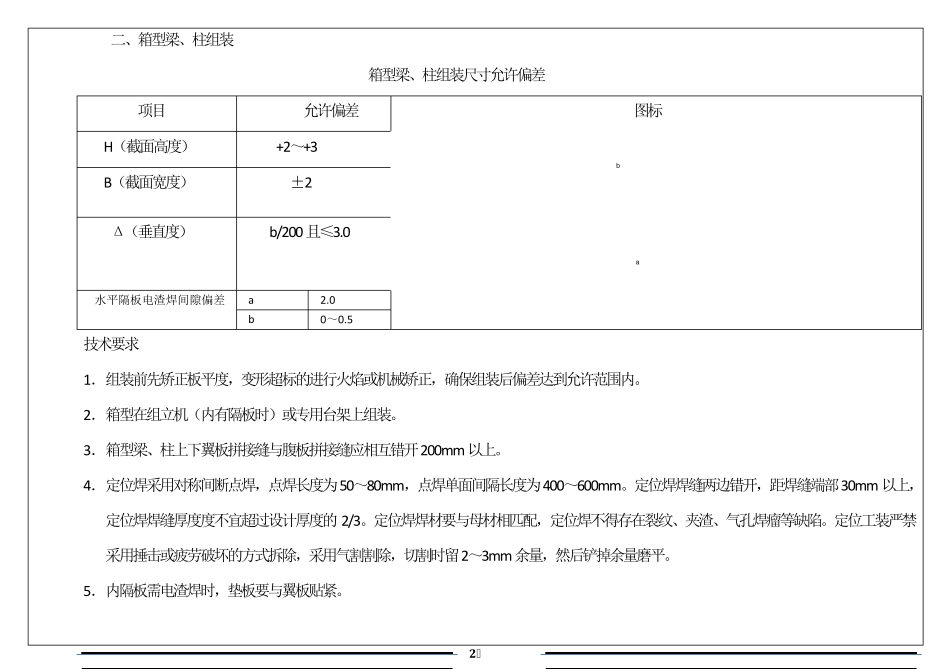
2 二、箱型梁、柱组装 箱型梁、柱组装尺寸允许偏差 项目 允许偏差 图标 H(截面高度) +2~+3 ab