粉体成型工艺实验 学时安排(6学时) 1
实验的目的及意义 粉体成型就是将分体聚结成具有一定几何尺寸和显微结构的坯体
实际上,许多粉体要通过“粉体-成型-烧结”的工艺路线最终制备成实用的块体材料
由于陶瓷脆性大,难以二次加工,因此成型过程基本决定了陶瓷的几何尺寸
粉体成型有多种方法,各种方法有各有特点,应根据实际情况选用
本实验选择了有代表性的粉体成型技术供大家实践,这些成型方法在工业界及实验室广泛采用,做起实验来成本较低
本实验,学生可以感性的获得有关粉体成型的知识和经验
本文仅介绍有代表性的几种技术:干压成型、热压注成型、丝网印刷、流延成型
(学生可任选三项) 2
背景知识 2
1 干压成型是将经过造粒、流动性好,颗粒级配合适的粉料,装入模具内,通过压机的柱塞施以外加压力,使粉料压成制一定形状的坯体的方法
其特点是粘结剂含量较低,不经过干燥可以直接烧结,坯体收缩小,可以自动话生产
干压成型的压制方式有仅用一个冲头对粉体进行压缩的所谓 “单向压”和用两个冲头对粉体进行相向压缩的所谓 “双向压”两种
本试验采用“单向压” 干压成型的主要工艺参数有造粒、压制方式、最高压力和保压时间等
2 热压注成型 热压铸成型即低压注射成型(LPIM: low pressure injection molding),在陶瓷生产中是一种重要的成型方法,这种方法成型的产品尺寸精确,表面光洁度高,更主要的是这种成型方法可以生产形状复杂的产品,因此在工业陶瓷领域较为广泛,如氧化铝,氧化镁,氮化硅陶瓷的生产中
热压铸成型具有设备简单,模具磨损小,操作方便,生产效率高的优点
其成型的坯体尺寸较准确,光洁度较高,结构紧密[38]
这种方法能够成型形状复杂的中小型瓷件
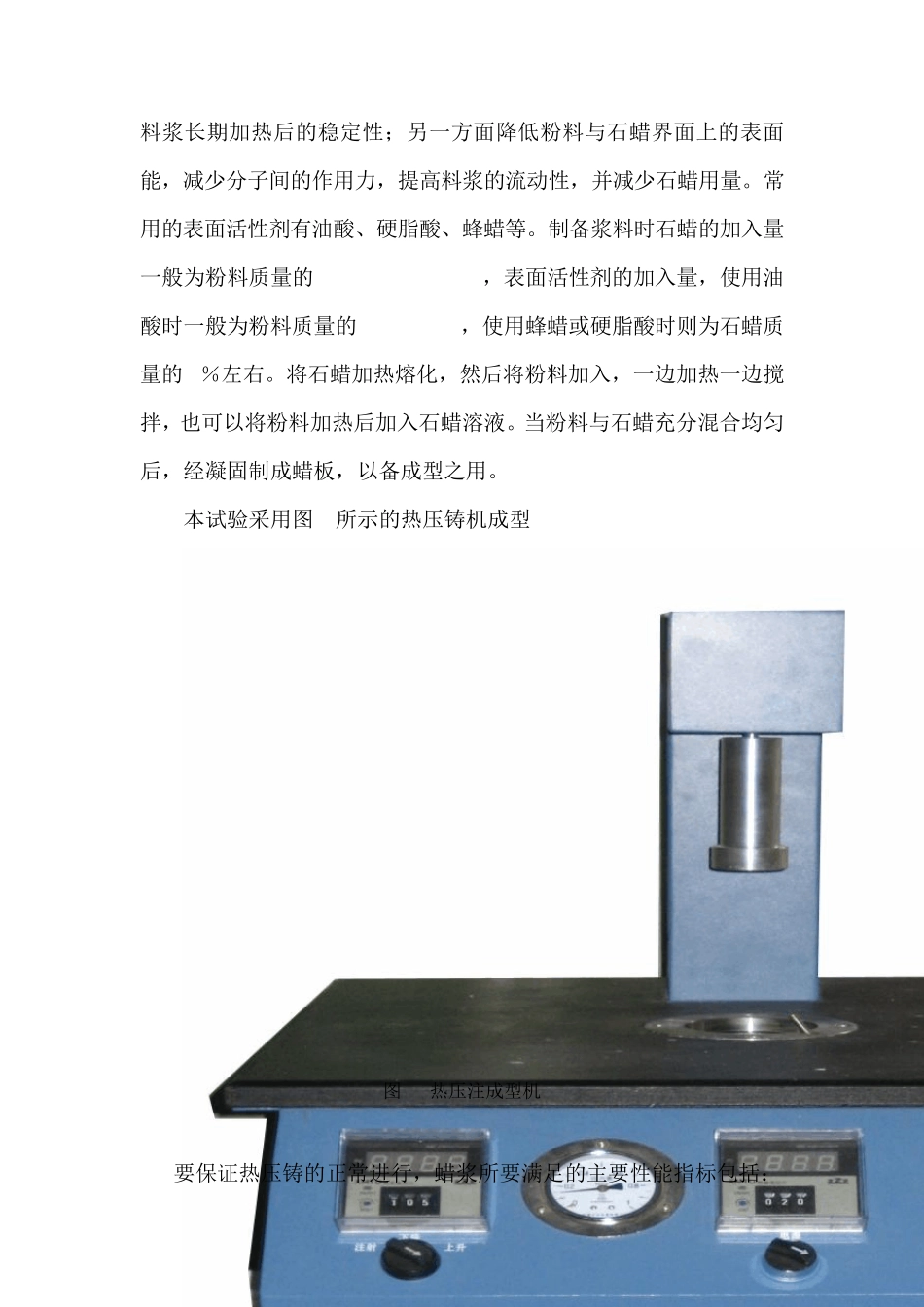
热压铸成型是在热压铸机上进行的
它的基本原理是:在压力下将具有较好流动性的热浆料压入金属模内,并在压力的持续作用下充满整个金