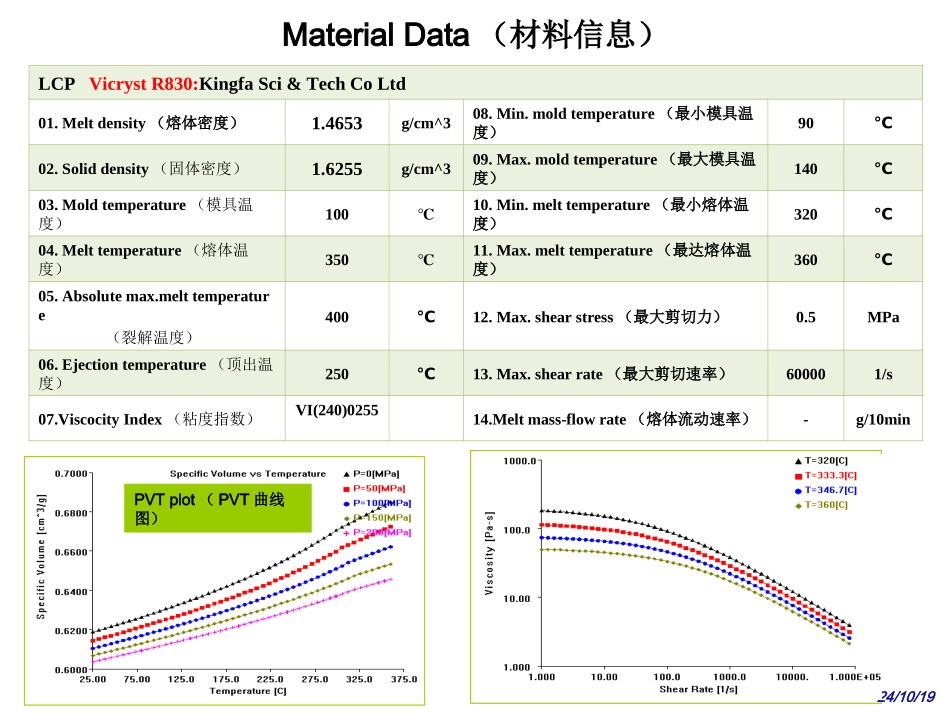
CAECAE模流模流分析报告分析报告Partname(产品名称)JACKPartnumber(产品编号)-CAEEngineer(CAE工程师)RandyDate(日期)2016-8-11Edition(版本)A24/10/19Analysisinstruction(分析介绍)AnalysisSequence:(分析序列)Fill+Pack+WarpMaterial:(成型材料)LCPVicrystR830Analysisobjective:(分析目的)1
Placethebestgatelocation(选择最佳进胶位置);2
Forcastthedefectsofthepartmayoccurthentooptimizethepartdesign(预测成型缺陷,优化产品设计);3
Modelingrunnersystemandoptimizethemolddesign(建立浇注系统和冷却水路,优化模具设计);4
Analysethereasonswhichleadtodefectsaboutthepartandprovidereasonablesolutions(分析产生缺陷的原因,制定改善对策,解决成型问题)
Remark:(备注)1
Toimprovetheefficiencyandprecisionofanalysis,somechararctersofthepartforsmallfilletsandchamfershavebeencanceled(为提高分析效率和分析准确率,零件中的一些小特征(比如:圆角、C角等)已被删除);2
Duetothematerialcharacteristic,processconditon,environmentalfactorandsoon,therewillhavesomedifferencebetweenactualand