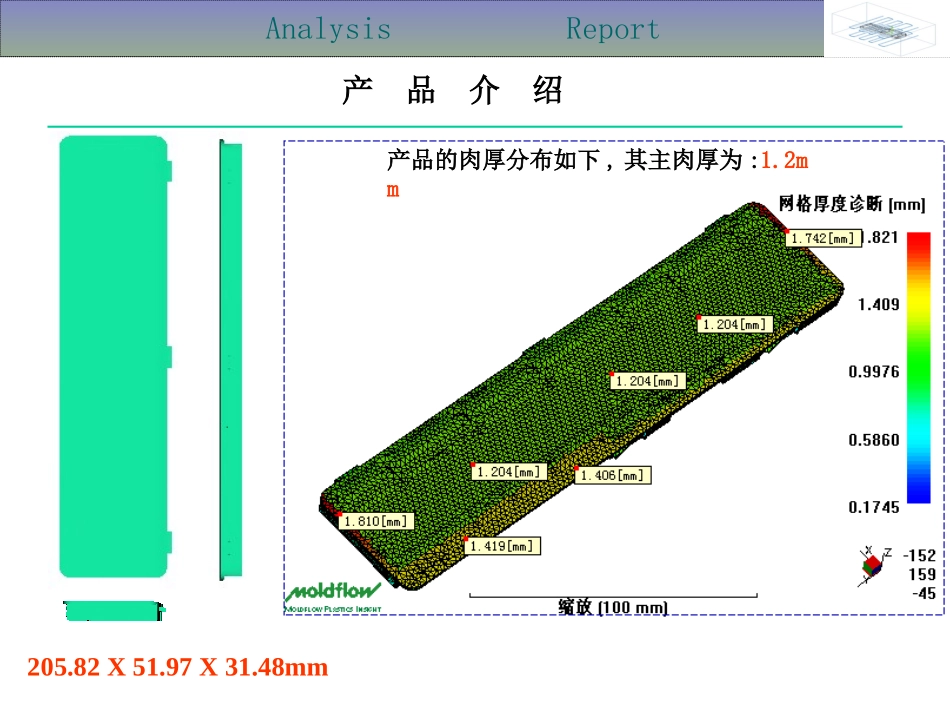
AnalysisReport产品介绍产品的肉厚分布如下,其主肉厚为:1
2mm205
48mmAnalysisReport分析目标此产品结构较简单,肉厚较薄;其分析目的是预测产品充填状况,并估计成型此产品所需的射压、锁模力及估测其翘曲变形的情况
分析中所用的塑胶材料为:LexanBPL1000:GEPlastics;此材料是一款纯PC料
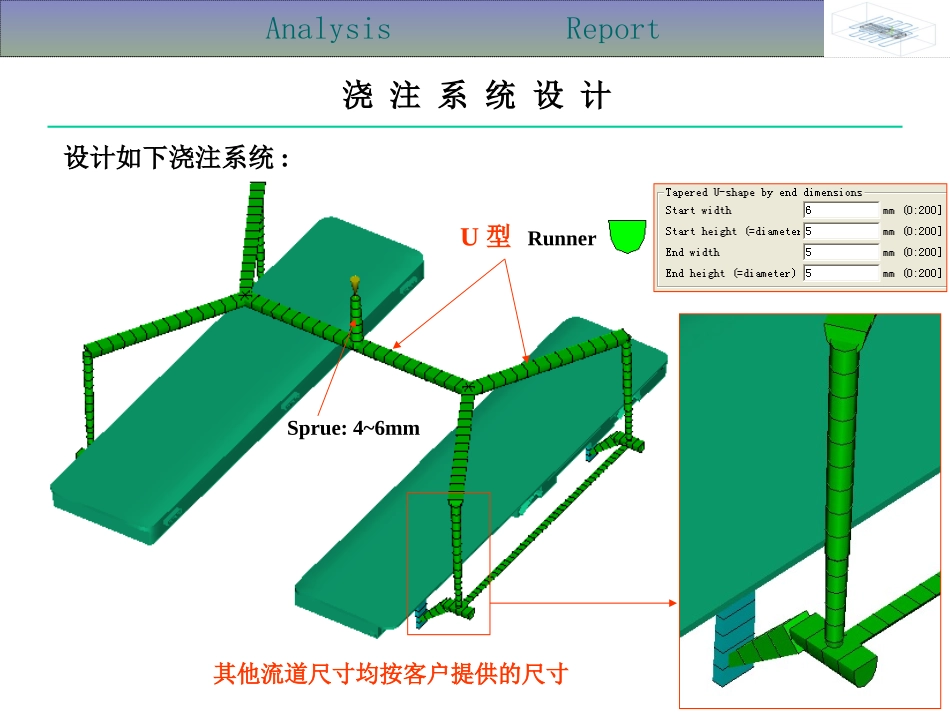
AnalysisReport浇注系统设计Sprue:4~6mmU型Runner:设计如下浇注系统:其他流道尺寸均按客户提供的尺寸AnalysisReportStyron678:DowChemicalUSA粘度曲线PVT曲线1
0558g/cu
1953g/cu
cm97deg
C82deg
C260deg
C310deg
C250deg
C270deg
C71deg
C93deg
C400001/s0
5MPa材料介绍1
最小模溫10
最大模溫11
允許最大剪切率12
允許最大剪切力AnalysisReportPackingConditions:充填時間:0
82sec(一段充填)融料溫度:260℃模具温度:82℃时间(sec)%注射压力(Mpa)080380050250成型参数AnalysisReport充填状况此图显示的是产品的充填过程
其充填不平衡,无明显包风AnalysisReport波前温度距离浇口近且较薄的肋部出现轻微滞流,导致波前温度下降快,此处易出现短射、缺胶;建议适当增加肉厚AnalysisReport缝合线上图红色线条为缝合线的位置AnalysisReport包风上图粉红色圈所示处为易出现Airtraps的位置AnalysisReport剪切率最大的剪切率为316791/S,其值在材料允许值40