1波峰焊氮气参数设定From:IE-From:IE-胡继辉、林天胡继辉、林天DateDate::Sep
-04-2008Sep
-04-2008波峰焊氮气参数设定From:IE-From:IE-胡继辉、林天胡继辉、林天DateDate::Sep
-04-2008Sep
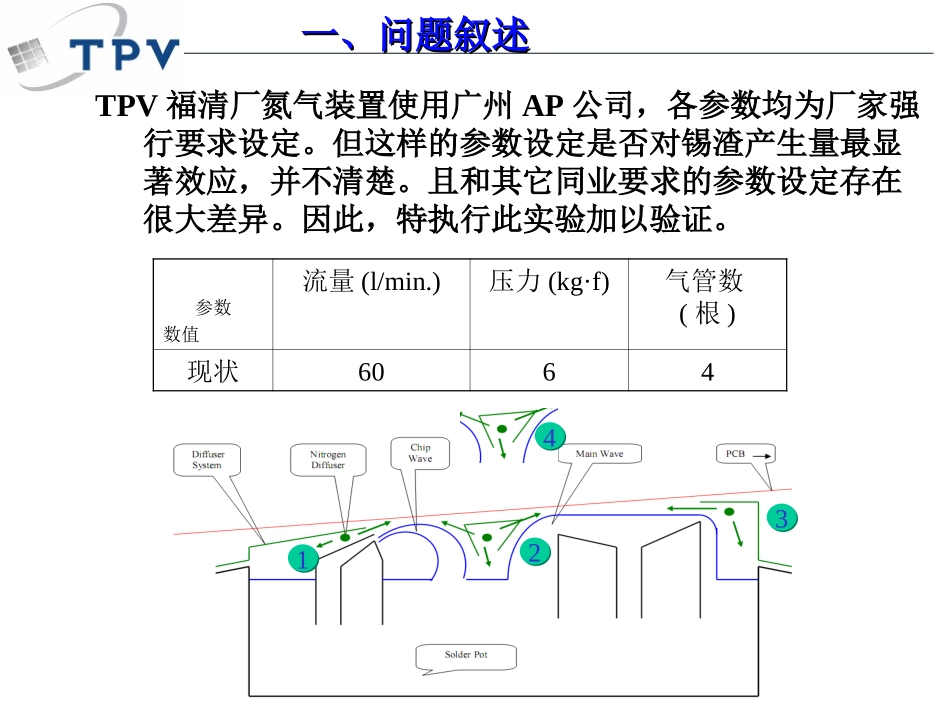
-04-20081一、问题叙述一、问题叙述二、衡量的评判标准二、衡量的评判标准三、实验因子三、实验因子四、控制因子和工程记录四、控制因子和工程记录五、实验设计五、实验设计六、产出六、产出七、改善前后数据比对七、改善前后数据比对八、财务效应八、财务效应九、心得体会九、心得体会2内容内容TPV福清厂氮气装置使用广州AP公司,各参数均为厂家强行要求设定
但这样的参数设定是否对锡渣产生量最显著效应,并不清楚
且和其它同业要求的参数设定存在很大差异
因此,特执行此实验加以验证
参数数值流量(l/min
)压力(kg·f)气管数(根)现状606444112233一、问题叙述一、问题叙述二、衡量的评判标准二、衡量的评判标准41
Y值:按单位面积PCB锡渣量
PCB面积(S)按Layout设计图档尺寸衡量,锡渣重量(M)为电子称实际称重量
(氮气的使用是为了防止波峰焊锡渣的产生)2
测量仪器:3
Y是望小特性精度为0
1g的电子称,用于量测锡渣重量(M)精度为0
1g的电子称,用于量测锡渣重量(M)氧含量分析仪,用于选取因子流量水准时量测氧含量氧含量分析仪,用于选取因子流量水准时量测氧含量三、实验因子三、实验因子氮气参数设定的控制因子包括压力、氮气流量和管子数量
由于因子比较少,所以本次DOE包括所有因子
备注:1、压力:低水准取业界最低水平,高水准取目前厂内能达到的最大水准;2、流量:低水准取氧浓度为7000ppm(氧浓度大于7000ppm,氮气保护效果不明显)的流量50l/min,高水准取氧浓度为3000pp