- 1 - - 1 - 统计过程控制(SPC)案例分析 一. 用途 1
分 析 判 断 生 产 过 程 的 稳 定 性 , 生 产 过 程 处 于 统 计 控 制 状 态
2. 及 时 发 现 生 产 过 程 中 的 异 常 现 象 和 缓 慢 变 异 , 预 防 不 合 格 品产 生
3. 查 明 生 产 设 备 和 工 艺 装 备 的 实 际 精 度 , 以 便 作 出 正 确 的 技 术决 定
4. 为 评 定 产 品 质 量 提 供 依 据
二、控制图的设计原理 1. 正 态 性 假 设 : 绝 大 多 数 质 量 特 性 值 服 从 或 近 似 服 从 正 态 分布
2. 3 准 则 : 99
3. 小 概 率 事 件 原 理 : 小 概 率 事 件 一 般 是 不 会 发 生 的
4. 反 证 法 思 想
四. 控制图的种类 1. 按 产 品 质 量 的 特 性 分 ( 1) 计 量 值 (SXRXRXRXS,,~,) ( 2) 计 数 值 ( p, pn, u, c 图 )
2. 按 控 制 图 的 用 途 分 :( 1) 分 析 用 控 制 图 ;( 2) 控 制 用 控 制图
五. 控制图的判断规则 1. 分 析 用 控 制 图 : 规 则 1 判 稳 准 则 -----绝 大 多 数 点 子 在 控 制 界 限 线 内 ( 3 种 情 况 ); - 2 - - 2 - 规 则 2 判 异 准 则 -----排 列 无 下 述 现 象 ( 8 种 情 况 )
2. 控 制 用 控 制 图 : 规 则 1 每 一 个 点 子 均 落 在 控 制 界 限 内
规 则 2 控 制 界 限 内 点 子 的 排 列 无 异 常 现 象
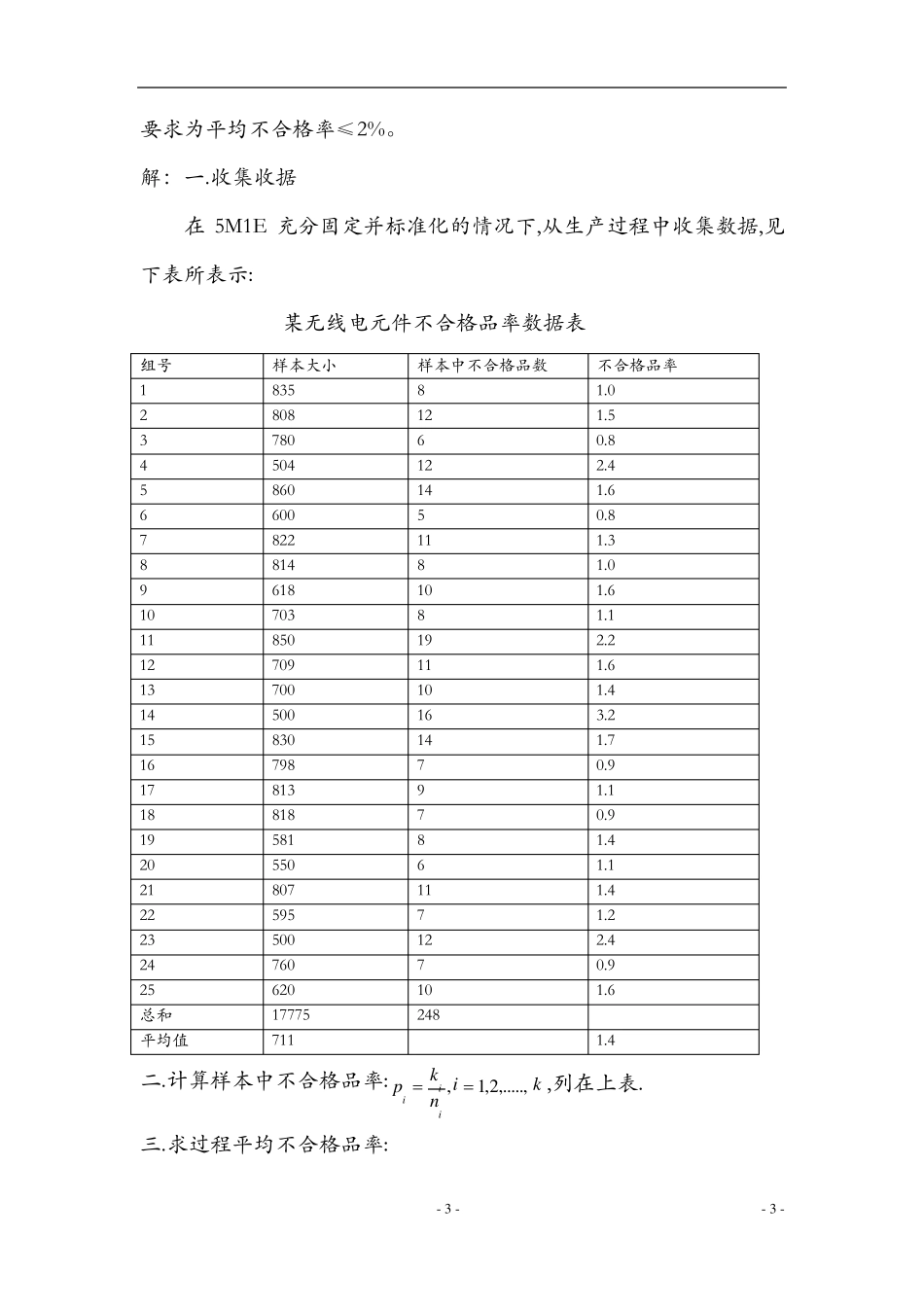
[案 例 2]为 控 制 某 无 线 电 元 件 的 不 合 格