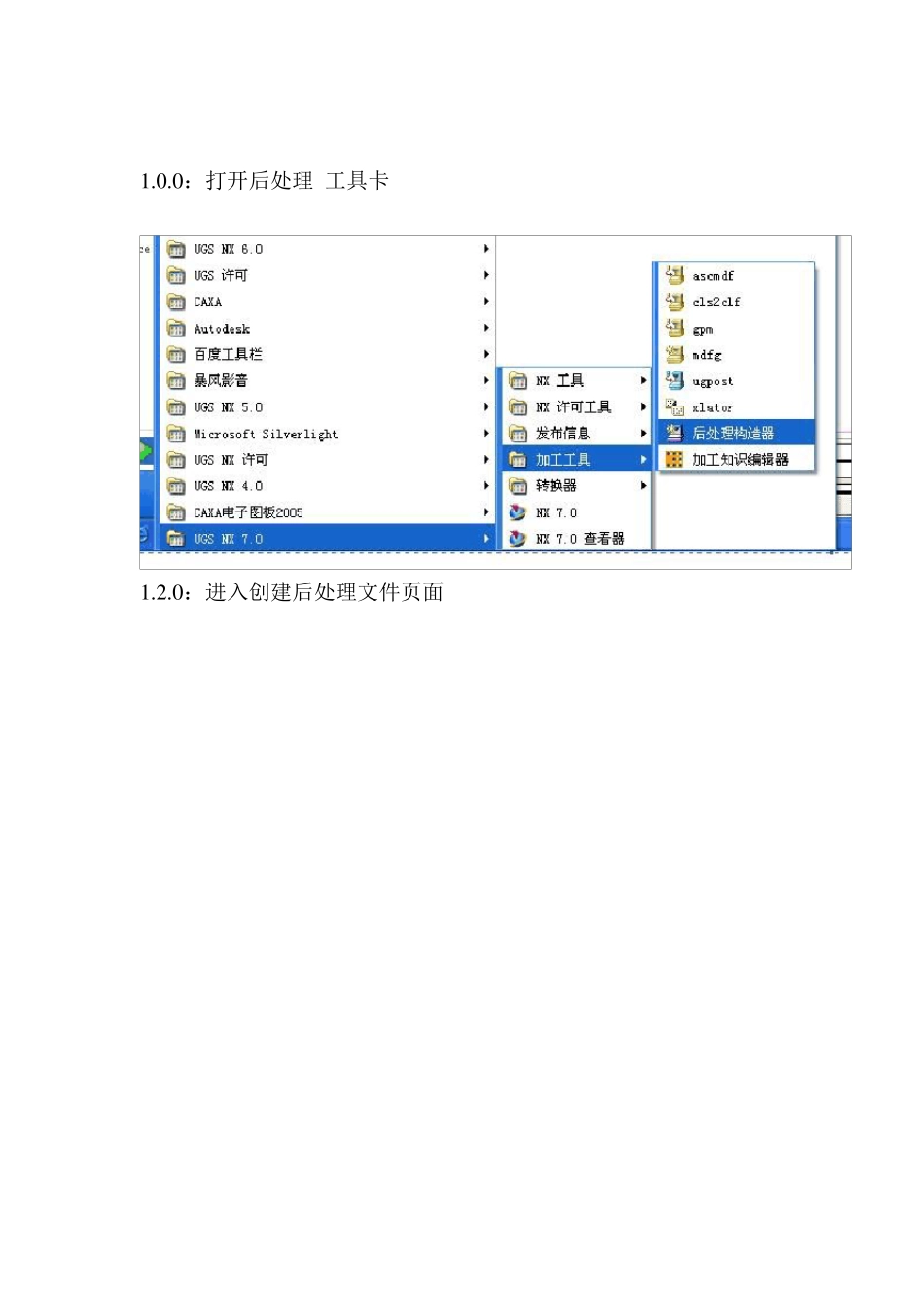
0 :打开后处理 工具卡 1
0 :进入创建后处理文件页面 1
1 创建一个新的后处理文件 这里输入文件名 (英文) 此区域 Inches 英制单位 Millimeters 公制设定 此区域 轴选项 3-轴 4-轴 或 5 轴 这里只讲解 3 轴 通用设定 此区域为机床类型设定 Generic 通用的 Library 浏览自带机床 User’s 用户自定义 此区域描述你的后处理 单只能输入英文 选择完自己需要的格式后处理 单击 OK 进入下一步 这一选项可以显示你选择机床类型 4 轴 3 轴 或你自定义的机床 这一区域是你的输出是否记录选项 此区域 左边为机床行程数据 右边为机床原点数据 此区域 左边为机床精度小数 右边为机床快速进给 G 00 速度 其他选项默认就可以了 然后进入下一页面 点击这里 这一选项进行修改你的程序头 程序尾 中间换刀程序衔接 道具号 道具属性显示的添加 进行讲解 此选项为程序头选项 此选项为增加程序条命令 点击它 可以拖入程序条 就像这样 这里的垃圾桶 通样你不想要的此条可以删除 下面讲解 通用的编程设置 下面图片是默认的设置 此选项为N码关闭 此选项为N码开启 一 般 都 是把 这 条 此选项 需要更改 改成你需要的 G 40 G 49 G 80 G 90 既可 单击这条词条就可修改 进入下一画面 把不需要的拖入垃圾桶 通过此选项里的代码 你可以找到你想要的 改好后点击 O K 既可 安全起见最好加入个Z 轴回零命令 拉入一个词条框 添加一个新的词条框 如果你想把词条框放在哪个 词条框的周围 只要看好 词条对应放置位置变白 既可松掉 鼠标 下面进入新词条选项里 点击这里可以加入你要的词条 而我们需要的是 G00 G91 G28 Z0 命令 可以用文本形式输入就是这里选择 第二个选项 “TEXT” 文本 点击 Add wo