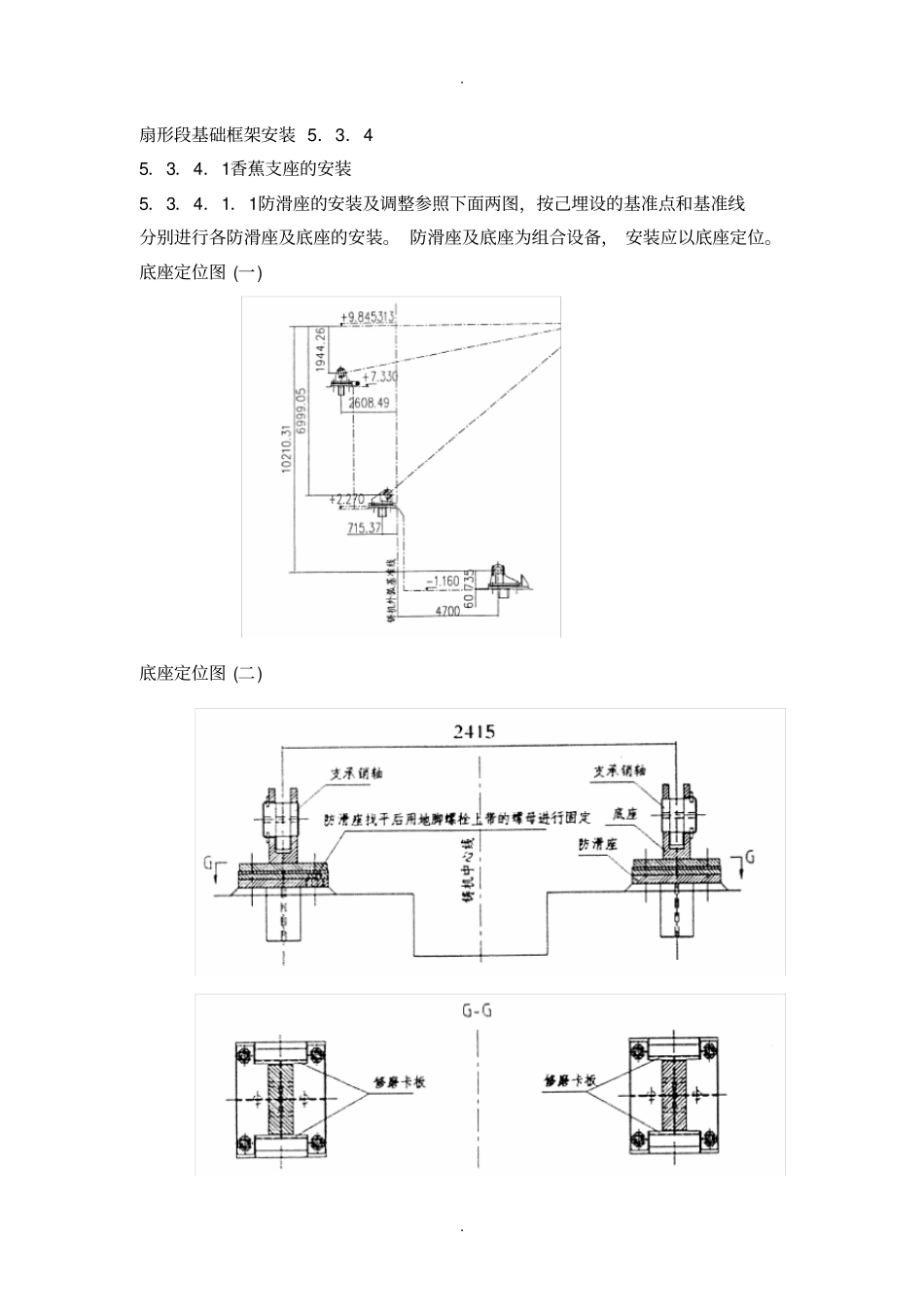
扇形段基础框架安装 5.3.4 5.3.4.1香蕉支座的安装5.3.4.1.1防滑座的安装及调整参照下面两图,按己埋设的基准点和基准线分别进行各防滑座及底座的安装
防滑座及底座为组合设备, 安装应以底座定位
底座定位图 (一)底座定位图 (二)
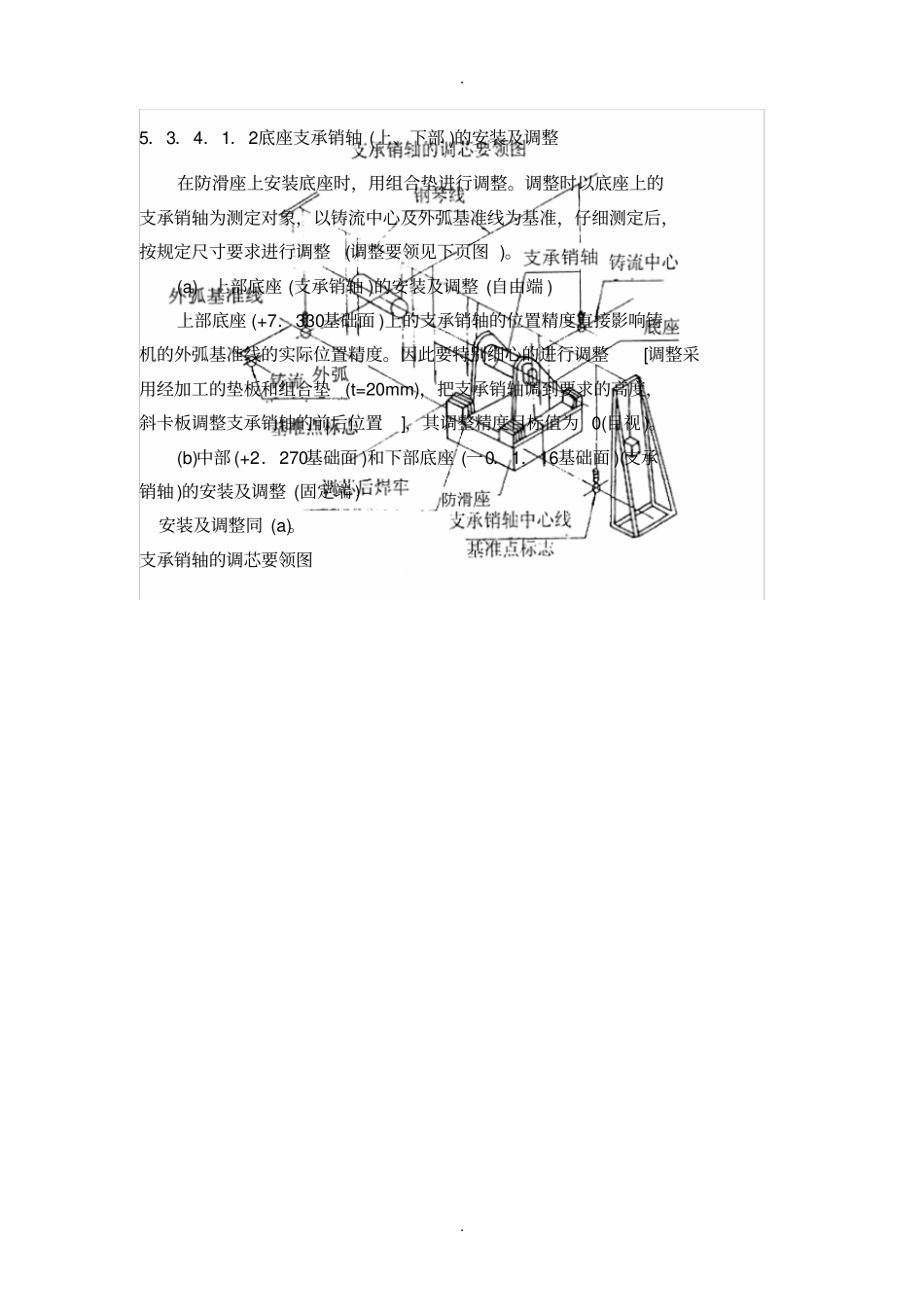
5.3.4.1.2底座支承销轴 (上、下部 )的安装及调整在防滑座上安装底座时,用组合垫进行调整
调整时以底座上的支承销轴为测定对象,以铸流中心及外弧基准线为基准,仔细测定后,按规定尺寸要求进行调整(调整要领见下页图 )
(a) 上部底座 (支承销轴 )的安装及调整 (自由端 )上部底座 (+7.330基础面 )上的支承销轴的位置精度直接影响铸机的外弧基准线的实际位置精度
因此要特别细心的进行调整[调整采用经加工的垫板和组合垫(t=20mm),把支承销轴调到要求的高度,斜卡板调整支承销轴的前后位置],其调整精度目标值为 0(目视 )
(b)中部 (+2.270基础面 )和下部底座 (一0.1.16基础面 )(支承销轴 )的安装及调整 (固定端 )安装及调整同 (a)
支承销轴的调芯要领图
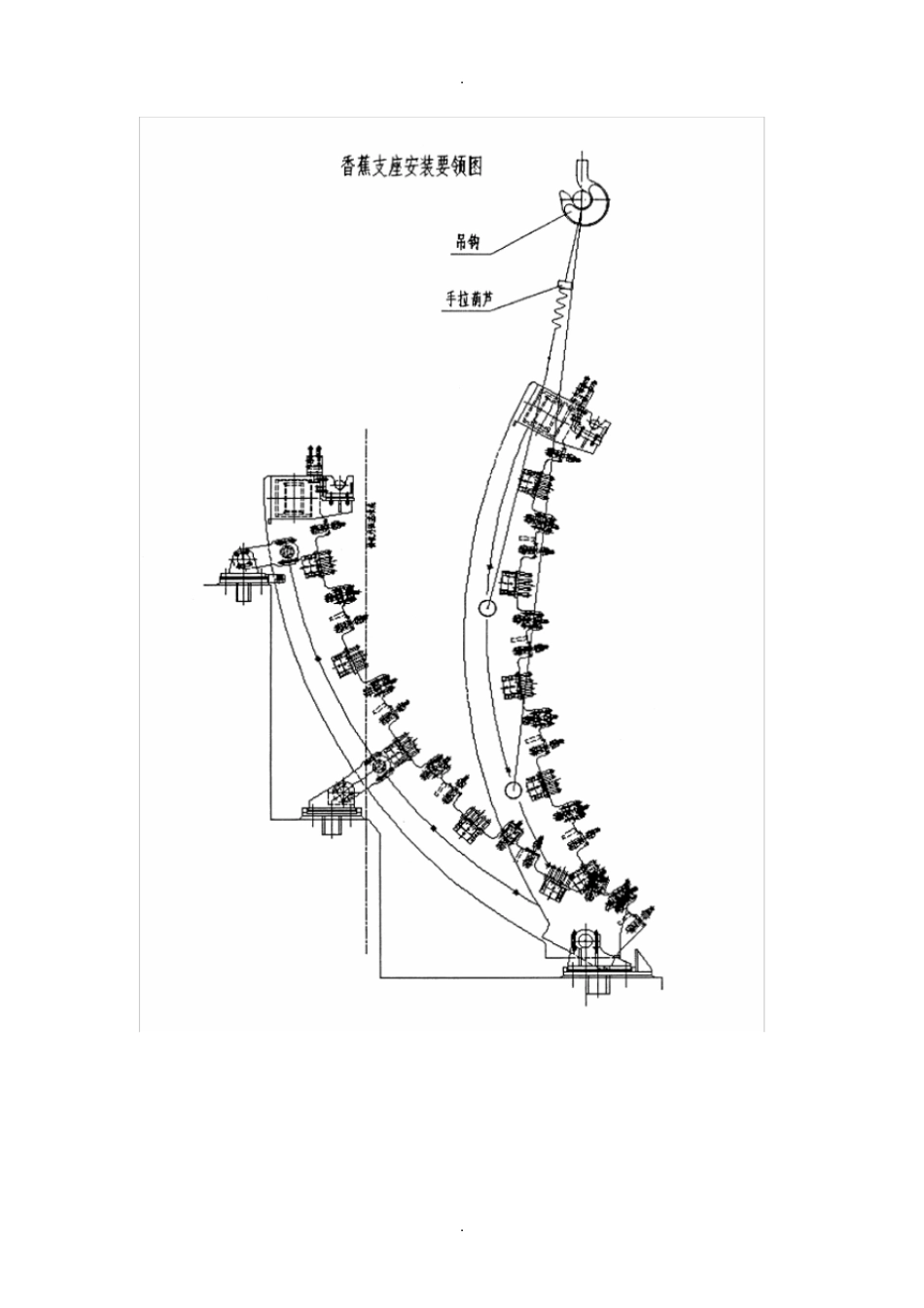
(i)香蕉支座及底座安装调整好后,用扇形段支座点检测装置(图号: l l5.03SB010040)对香蕉支座进行检查
(j)香蕉支座上的扇形段支座的位置通过调整修磨垫片组(见下图 )来满足扇形段的安装要求
5.3.4.1.5扇形段落于基础框架后,用液压螺母固定
扇形段 4个液压螺母的预紧打压如打压图所示,在2台高压手动泵的加压下,使螺杆伸长,产生预紧力
此时件308与件307之间出现间隙,然后拧动圆螺母把间隙消除
在卸去油压,此时扇形段即固定完成,具体操作见后面详述
1)螺杆 (图中件 302)摆正到锁紧位置 (垂直位 )
2)转动 M20的螺钉 (图中件 1 01),使螺杆下降,使上面的螺母(件