SH/T 3543-G111 技术交底记录工程名称: 中天合创鄂尔多斯煤炭深加工项目单元名称: 560 技术文件名称换热站工艺管道安装技术交底交底日期主 持 人交 底 人参加交底人员签字交底主要内容: 1 工程概况本施工技术措施适用于中天合创鄂尔多斯煤炭深加工示范项目换热站561、562、563、564 单元工艺管道的现场安装
2、管道安装前应具备的条件2
1 技术准备确保施工方案已编写并经监理审批签字,施工方案未编写且未审批签字的不得进行施工作业
图纸已会审、设计已交底
2 人员准备管理人员已到位,并具备相应资质,且已报监理审核通过;焊工具备相应资格证书,且已通过中天合创焊培中心考核,并拿到上岗证
3 机械准备焊机、磨光机、扳手、电源线、焊条、焊丝等常用机械及辅材配备齐全
4 材料准备材料已大部分到位,不影响连续作业
5 现场准备施工现场已具备施工条件, 配电箱、照明、灭火器齐全, 与土建已办理工序交接手续
3 技术措施3
1 管道不能与设备连体试压,慎重考虑管道与设备之间的盲板预留位置,预制的深度根据实际情况调整;3
2 所有的管道开孔应尽力在安装之前完毕,根据实际测量管道走向及焊缝的位置,焊缝不允许和开孔处重叠或是距离太近
3 管子的下料管道施工时, 管材的下料、 切割采用砂轮切割机、 坡口机、等离子切割及气割的方法,当管径 DN≦100mm时,采用砂轮切割机切割;当管径DN>100mm用坡口机或氧乙炔气割下料配合角向磨光机修磨坡口的方法
管段的切割必须按照图纸的下料尺寸进行,切割后用砂轮机将切口表面磨光、 去除飞边和毛刺
并在管段上标明管线号, 必要时标上焊口编号
切口端面倾斜偏差 Δ ≦1%D(管子外径),且Δ max≦3mm
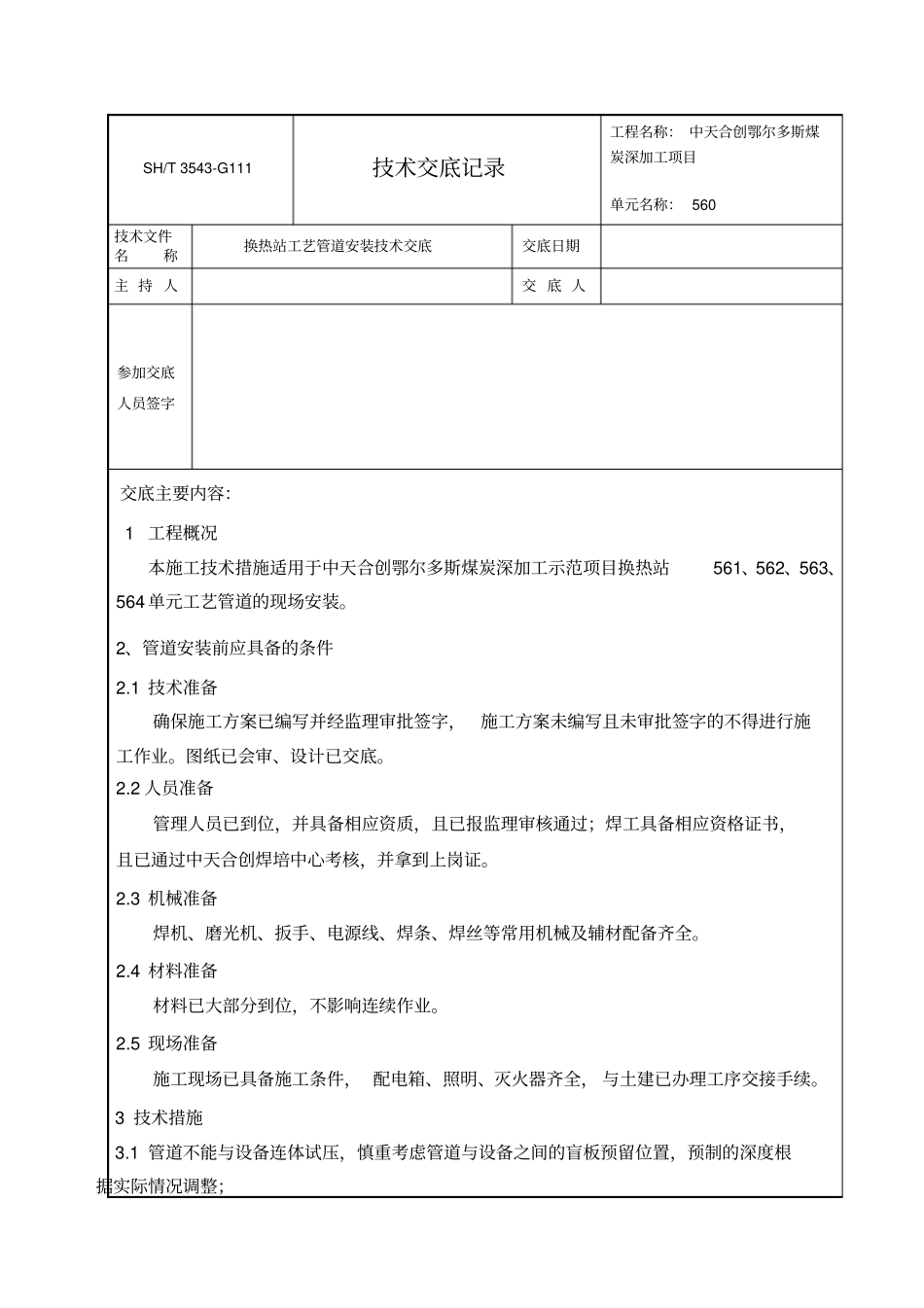
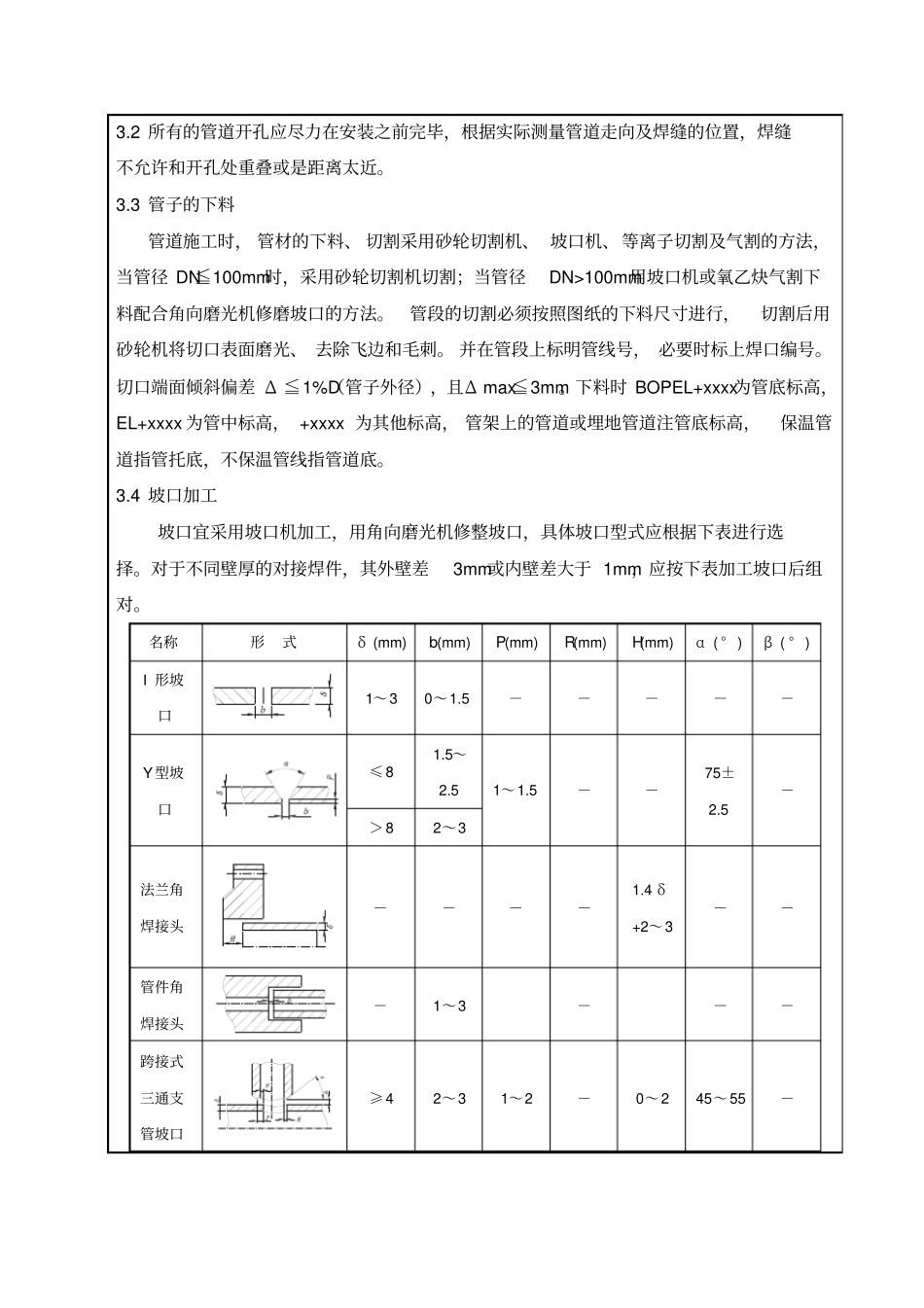
下料时 BOPEL+xxxx为管底标高,EL+xxxx 为管中标高, +xxxx 为其他标高, 管架上的管道或埋地管