技术交底记录共 10 页第 1 页工程名称施工单位交底部位工序名称排油烟风管制作和安装交底提要:交底内容:一、风管制作 1、施工准备厨房排油烟风管,为中压系统,500<长边尺寸≤ 1120mm的采用厚度为 0
75mm的不锈钢板, 1120<长边尺寸≤ 2000 的采用厚度为 1
0mm的不锈钢板, 4000≥长边尺寸> 2000mm的采用厚度为 1
2mm的不锈钢板, 不锈钢钢材代号为304
所有横向及竖向的接缝处采用氩弧焊连接方式
焊丝为不锈钢焊丝,材质为304,板厚为 0
0mm的不锈钢板采用直径为1
0 的焊丝,板厚为 1
2 的不锈钢板采用直径为1
2的焊丝,钨极直径为2
0mm,采用直流正接的方式,氩气纯度≥99
95%,氩气流量为6L/min ,焊接前清理焊枪、焊丝,清除焊件焊缝周围20-50mm范围内的油脂、油漆、水分、尘土
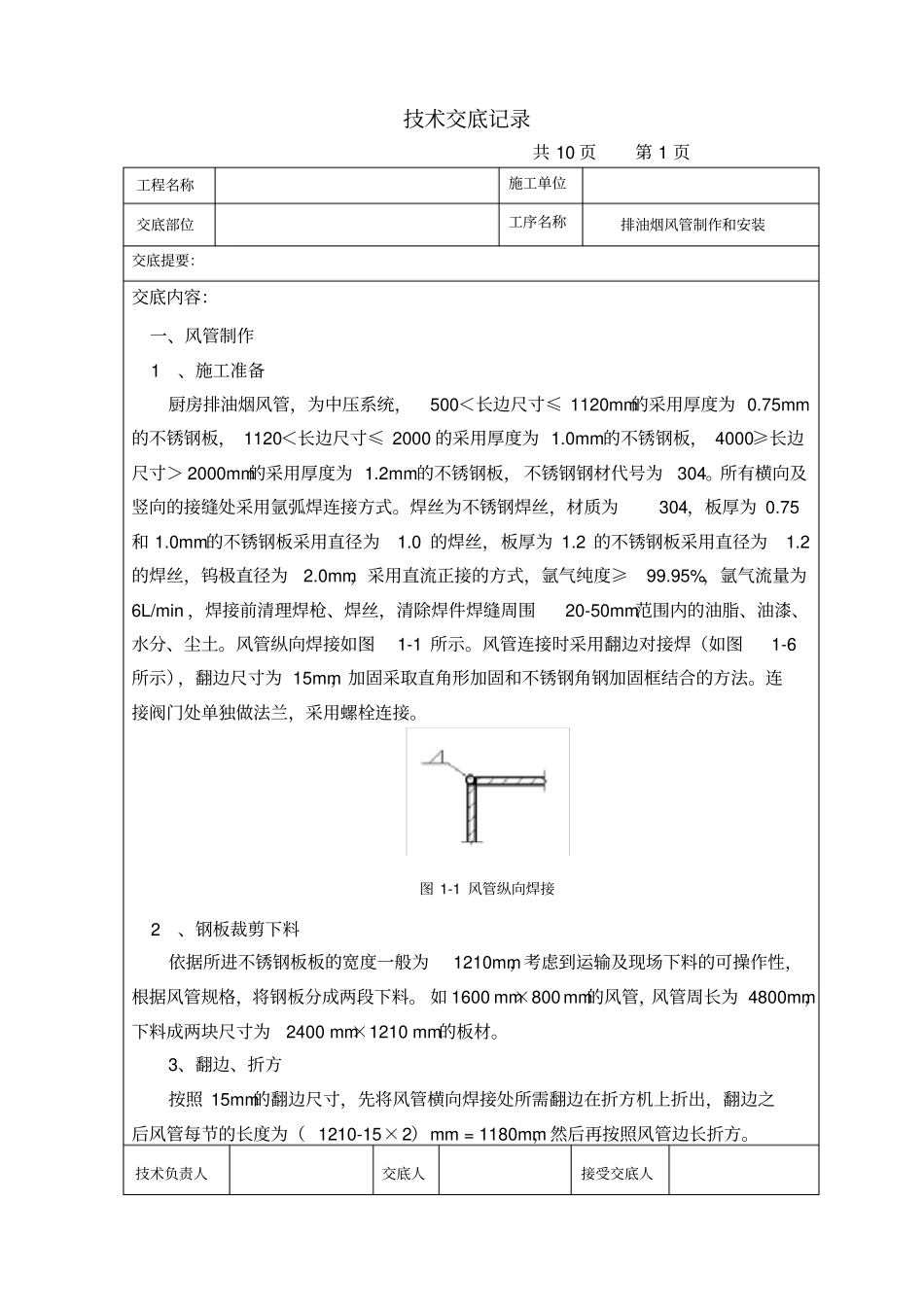
风管纵向焊接如图1-1 所示
风管连接时采用翻边对接焊(如图1-6所示),翻边尺寸为 15mm,加固采取直角形加固和不锈钢角钢加固框结合的方法
连接阀门处单独做法兰,采用螺栓连接
图 1-1 风管纵向焊接 2、钢板裁剪下料依据所进不锈钢板板的宽度一般为1210mm,考虑到运输及现场下料的可操作性,根据风管规格,将钢板分成两段下料
如 1600 mm×800 mm的风管,风管周长为 4800mm,下料成两块尺寸为2400 mm×1210 mm的板材
3、翻边、折方按照 15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出,翻边之后风管每节的长度为( 1210-15×2)mm = 1180mm,然后再按照风管边长折方
技术负责人交底人接受交底人注:本记录一式两份,一份交接受交底人,一份存档
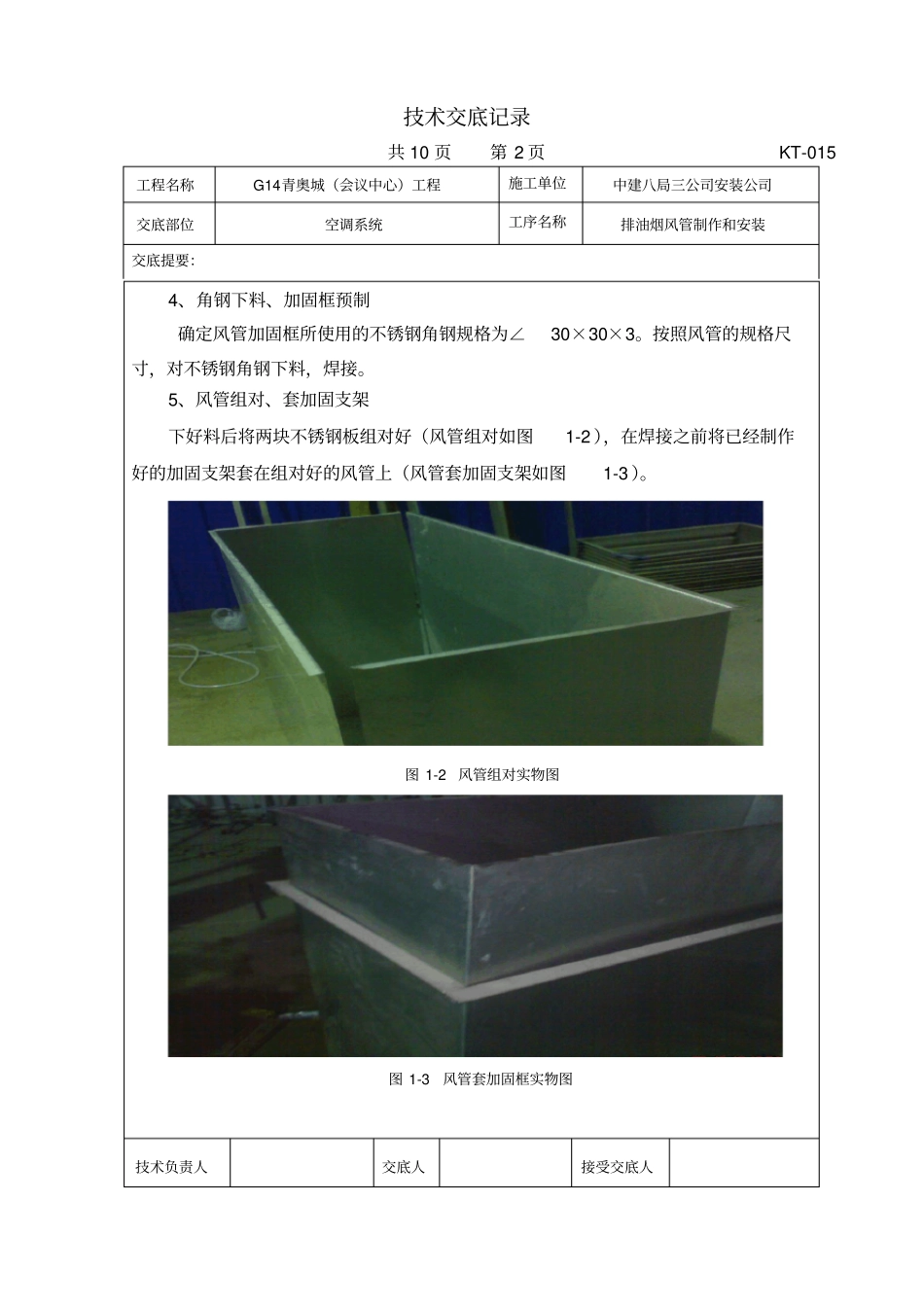
2014年 1 月 2 日技术交底记录共 10 页第 2 页KT-015 工程名称G14青奥城(会议中心)工程施工单位中建八局三